TECHNICAL REQUIREMENTS
2.1. Footwear must be manufactured in accordance with the requirements of this standard according to technological regulations and samples approved in the prescribed manner. Tropical footwear must comply with the requirements of GOST 15152. (Changed edition, Amendment No. 1, 2).
2.2. Galoshes and glued boots must consist of a rubber upper, rubber grooved sole, textile lining and internal reinforcing parts. Shaped boots should consist of a rubber upper and a grooved sole. Boots must have cuffs. Boots must consist of a top and a grooved sole with a heel made of polymeric materials (rubber or PVC) and an internal textile lining. (Changed edition, Amendment No. 2).
2.3. Shoes are made in light gray or beige colors.
2.4. For the manufacture of shoes, textile materials listed in Table 3 should be used.
Table 3
| Purpose of the material | Name of material | |||
| Galoshes | Bots | Shaped boots | PVC boots | |
| Lining | Double knitted fabric, plain lined, filling 11 according to GOST 1443 | Smooth knitted fabric, fillings 1, 2, 6 according to GOST 1443 | Knitted cotton tube with elastic weave art. 341206 according to OST 17-313 | Two-strap knitted fabric art. 09120807185 according to GOST 28554 |
| Plush weave tube art. 354206 according to OST 17-318 | ||||
| Smooth knitted fabric, fillings 3, 4, 5 according to GOST 1443 | Severe twill art. 7122 according to regulatory and technical documentation | Cotton tube with plush weave according to regulatory and technical documentation | Dual-stretch knitted fabric made of nylon textured elastic thread according to normative and technical documentation | |
| Insole | Severe twill art. 7132, 6915 according to regulatory and technical documentation, plain-dyed cotton-polyester shoe fabric art. 6764 according to regulatory and technical documentation. Fumazeya-cord, smoothly painted according to GOST 19196 | Severe twill art. 7122 according to regulatory and technical documentation | — | — |
| Backdrop | Textile cord, plain dyed with combing in accordance with GOST 19196, harsh twill art. 6915 according to regulatory and technical documentation | — | — | |
Notes:
1. For the manufacture of footwear intended for areas with a tropical climate, textile materials impregnated with antiseptics must be used in accordance with the requirements of GOST 15152 and GOST 15160.
2. By agreement with the consumer, it is allowed to use other materials that are not inferior in quality to those indicated in Table 3.
2.5. The dielectric properties of shoes are characterized by leakage current and must correspond to those indicated in Table 4.
Table 4
| Indicator name | Norm | ||
| Galoshes | Bots | Boots | |
| Leakage current, mA, no more | 2,5 | 10 | 10 |
2.6. In terms of protective properties, in accordance with GOST 12.4.103-83, shoes are conventionally designated: En - rubber glued galoshes and shaped boots, as well as PVC boots; Ev - rubber glued and molded boots.
2.7. In terms of physical and mechanical parameters, rubber and PVC must comply with the standards specified in Table 5.
Table 5
| Indicator name | Norm | ||||||
| Rubber | PVC | ||||||
| Galoshes | Bots | Shaped boots | Boots | ||||
| glued | molded | top | sole | top | sole | ||
| Conditional strength, MPa (kgf/cm), not less | 8 (80) | 8 (80) | 8 (80) | 7 (70) | 6 (60) | 6 (60) | 6,5 (65) |
| Relative elongation, %, not less | 600 | 600 | 550 | 500 | 400 | 350 | 250 |
2.8. Shoes should not have foreign hard inclusions, peeling of facing parts, delamination of internal parts, loose lining on the insole, divergence of the ends of the lining, and protrusion of wax.
2.9. Deviations in the appearance of shoes should not exceed the values specified in Table 6.
Table 6
| Name of deviation | Deviation value | ||||
| Galoshes and boots, glued | Shaped boots | Boots | |||
| 1st grade | 2nd grade | rubber | PVC | ||
| 1. Bubbles in rubber (except for the toe part), no more than: | |||||
| in quantity, pcs. | Not allowed | 3 | 3 | 3 | — |
| the sum of the products of the greatest length and width, cm, in the toe part: | Same | 1 | 1,2 | 0,5 | — |
| in quantity, pcs. | — | — | 2 | — | — |
| sum of products of greatest length and width, cm | — | — | 0,8 | — | — |
| 2. Recesses, the sum of the products of the greatest length and width, cm, not more than: | |||||
| on the surface of the rubber upper, no more than 1/4 of the rubber thickness | 1,0 | 2,0 | 2,0 | 3,0 | 1,0 |
| at height (Fig. 3) | — | — | 4,0 | — | — |
| on the sole | 1,0 | 6,0 | 6,0 | 4,0 | 3,0 |
| 3. Soft inclusions under the rubber (rubber particles, tissue knots, glue clumps, etc.), no more than: | |||||
| in the front and toe parts: | |||||
| in quantity, pcs. | 1 | 2 | — | 1 | — |
| total length, mm | 3 | 7 | — | 3 | — |
| on the sides: | |||||
| in quantity, pcs. | 2 | 2 | — | 2 | — |
| total length, mm | 5 | 7 | — | 5 | — |
| 4. Protrusion of rubber or PVC melt through the lining fabric, the sum of the products of the greatest length and width, cm, no more | Allowed | Allowed | — | — | 1,5 |
| 5. Closed non-rolling length, mm, no more | Not allowed | 5 | — | — | — |
| 6. Height difference in pair, mm, no more | 5 | 7 | — | — | — |
| 7. Folds on the front, no more: | |||||
| in quantity, pcs. | 1 | 2 | — | — | — |
| length, mm | 4 | 8 | — | — | — |
| 8. Pores on the cut of the sole, no more: | |||||
| in quantity, pcs. | Not allowed | 6 | — | — | — |
| diameter, mm, no more | 1 | — | — | — | |
| 9. Rubber burrs at the junction of the sole with the advanced rubber, mm, no more | 1 | 1 | — | — | — |
| 10. Pressing out along the parting line of molds height, mm, no more | — | — | 1 | 1 | 1 |
| 11. Stains on the lining and smudges, the sum of the products of the greatest length and width, cm, no more | — | — | — | — | 5 |
| 12. Unevenness of curb width, mm, no more | — | — | — | 2 | 3 |
| 13. Misalignment of the boot with the sole, length, mm, no more | — | — | — | — | 5 |
| 14. Folds on the lining in the upper part of the boot length, mm, no more | — | — | — | 10 | 10 |
| 15. Shortening of the lining along the side, mm, no more | 2,0 | 3,0 | — | 10 | 3 |
| 16. Underpressing of sole reefs, sum of products of greatest length and width, cm, no more | — | — | 4 | 4 | — |
| 17. Heel deformation (retraction) depth, mm, no more | — | — | — | — | 4 |
| 18. Local elevations on the surface of shoes, including those caused by repairs, height, mm, no more | — | — | 1,0 | 0,6 | — |
| Sum of products of greatest length and width, cm | — | — | 3 | 3 | — |
| 19. Non-alignment of the impression along the line of closure of the half-molds and the pattern of the reef of the sole after repair with the impression obtained from the half-molds and the punch during the main vulcanization, at a distance, mm, no more | — | — | 2 | 2 | — |
Notes:
1. Deviations in appearance indicators should not be concentrated in one place and their number on each half-pair should not exceed: 4 pcs. — for 1st grade, 7 pcs. - for 2nd grade.
2. Deviations in the appearance of shoes for areas with a tropical climate should correspond only to the 1st grade.
3. Deviations in appearance indicators not specified in paragraphs 2.8 and 2.9 of Table 6 are agreed with the consumer.
2.10. The average calendar service life of glued dielectric boots and boots made of rubber and PVC is 12 months, molded dielectric boots are 18 months, and rubber galoshes are 6 months. The indicator is for reference and is not subject to verification. (Changed edition, Amendment No. 1, 2).
2.11, 2.12. (Excluded, Amendment No. 2).
Seamless dielectric gloves
Dielectric gloves protect your palms and fingers from electric current. They reliably insulate the skin in case of accidental contact with a switched-on electrical circuit with a voltage of up to 1000 V and therefore are the main means of protection when servicing power plants up to 1000 V. In installations above 1000 V, gloves serve as an additional means of protection, that is, they do not provide complete safety in themselves, but enhance the effect of other protective agents.
Specifications
- The gloves are made of natural latex with a thickness of 1.3±0.2 mm and have no seams.
- The length of the gloves is at least 35 cm, and they easily slide over the sleeves of outerwear. To protect gloves from mechanical damage, it is allowed to wear leather or canvas mittens over them.
- The gloves retain their protective properties at temperature changes from -40 to +50°C. If necessary, you can wear knitted gloves underneath to warm your hands.
- The products are double marked “En” and “Ev (add)” according to GOST 12.4.103-83.
- All copies have passed the necessary tests, which is certified by the corresponding stamp.
Terms of use
- Gloves should be inspected before use. It is not allowed to work in wet, dirty or damaged gloves. To check gloves for punctures and cracks, their bells must be twisted towards the fingers (no air should escape from the fingers).
- It is strictly forbidden to tuck the edges of gloves while working.
- After work, it is recommended to wash the gloves with soap or soda and dry thoroughly.
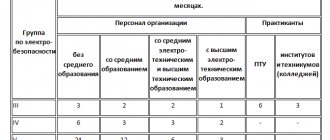
- Once every six months, each glove must be tested in an electrical laboratory. The test mark is entered into the logbook for recording and maintaining protective equipment, and the stamp on the product itself is renewed.
Storage
Products are stored at temperatures from 0°C to +25°C and relative humidity not higher than 75%. They must be protected from direct sunlight and kept at a distance of at least 1 m from heating appliances. Oils, gasoline and other aggressive substances are not allowed to come into contact with latex.
ACCEPTANCE RULES
3.1. Shoes are accepted in batches. A batch is taken to be the number of pairs of shoes of the same name, article, manufactured according to this standard and simultaneously presented for acceptance.
3.2. The procedure and plans for quality control of shoes are indicated in Table 7.
Table 7
| Verified indicator | Standard clause number | Test plan | |
| acceptance | periodic | ||
| 1. Shoe height | 1.2, 4.1 | — | 1 time every 3 months, 1 pair of each size |
| 2. Thickness | 1.3, 4.2 | — | Same |
| 3. Boot shaft width | 1.2, 4.3 | — | » |
| 4. Appearance | 2.8, 2.9, 4.5 | OST 38.06442 | — |
| 5. Dielectric properties | 2.5, 4.7 | 100% | — |
| 6. Physical and mechanical parameters | 2.7, 4.4 | — | Once every 2 weeks on at least 2 pads of rubber compounds or on 1 PVC boot |
Note. Physico-mechanical tests of shoe rubber intended for areas with a tropical climate are carried out on each pad.
3.3. Typical tests for fungal resistance of rubber for footwear intended for areas with tropical climates are carried out once when the composition of the rubber is changed.
3.4. If unsatisfactory test results are obtained for at least one of the indicators, repeated tests are carried out on a double sample taken from the same batch. The results of repeated tests apply to the entire batch. Section 3. (Changed edition, Amendment No. 2).
Dielectric boots (size 292-39)
Dielectric boots are used as an additional means of protection against electric shock when performing work on various types of electrical installations. Work can be carried out on closed or, in dry weather, on open electrical installations. Dielectric boots are used at electric current voltages up to 1000 V. Dielectric boots are marked EV (glued and molded rubber boots) and are used at all voltages and on all types of electrical installations. Dielectric boots correspond to their high quality (the manufacturer provides guarantees) and retain their dielectric properties at temperatures from -30 to +50°C. Any dielectric boots comply with GOST requirements and represent an ergonomic, practical and safe means of protection. Such shoes may have differences in color when compared with other shoes that are made of rubber. The sole in this case is grooved, made of rubber, the top is also rubber, the lining is textile. There are also internal reinforcement parts. In rooms where electrical installations are located, dielectric boots must be available. If you want to purchase dielectric boots, you need to check the sizes according to standard shoes. It is important to store shoes (this refers to polymer-textile and polymer models) in warehouses at temperatures ranging from 0 to + 25°C. You must also maintain a distance of at least 1 meter from heating appliances. It is important to protect shoes from direct sunlight, as well as gasoline, alkalis, acids and other negative factors.
Storage: Polymer and polymer-textile shoes should be stored in warehouses at a temperature of 0 to + 25 ° C, at a distance of at least 1 m from heating devices.
Shoes must be protected from direct sunlight, oils, gasoline, acids, alkalis and other aggressive environments that have a harmful effect on polymer materials. The height of the boat must be at least 160 mm.
Shoes in transport containers should be stored on racks or wooden flooring in stacks no more than 2 m high. The height of a stack of bags is no more than 5 tiers.
Service life: The guaranteed shelf life of the boat is 12 months, and for the Far North and remote areas 18 months from the time of manufacture. Dimensions in accordance with GOST2-39 300-40 307-41 315-42 322-43 330-44 337-45 345-46 352-47
Dear Clients! Starting from July 1, 2022, the sale of shoes with markings becomes mandatory (Resolution of the Government of the Russian Federation of July 5, 2022 No. 860).
To work under the new rules in 2022, you must become a participant in the shoe labeling system. To do this, you will need to register with the CRPT “Honest ZNAK”.
Violation of the law will entail appropriate sanctions that are established for all participants in trade. In this case, not only distributors, but also manufacturers, importers and even buyers of shoes will be punished.
Attention: product characteristics, delivery package and appearance may be changed by the manufacturer without prior notice. The information provided is not a public offer.
TEST METHODS
4.1. The height of the shoe and the thickness of the heel with the sole are determined on the finished product using a height gauge (GOST 164) and a metal ruler (GOST 427). The height of the shoes is determined from the outside using a height scale with a division value of 0.1 mm, accurate to an integer. To do this, half a pair of finished shoes are placed on a smooth horizontal surface. The leg of the height gauge is brought to the point of the upper edge of the shoe, located on the middle back vertical line. A measuring ruler is inserted vertically inside the shoe so that its zero end touches the mark in the heel. The division on the ruler, located at the intersection with the lower edge of the replaceable height gauge leg, determines the height inside the shoe. The thickness of the heel with the sole is determined by the difference in heights outside and inside. (Changed edition, Amendment No. 2).
4.2. The thickness of the shoes is determined by a thickness gauge (GOST 1135-2005 with a division value of 0.01 mm. The rubber for the top and sole of galoshes and glued boots is separated from the fabric part, after which the thickness is measured. Shaped boots, rubber boots and PVC boots are cut and the places are marked measurements in accordance with drawings 3 and 4. The thickness is measured at three points at each measurement location. The arithmetic mean of three measurements for each measurement location is taken as the result of determining the thickness. (Changed edition, Amendment No. 2).
4.3. The width of the boot top is determined on the finished product using a metal tape measure (GOST 7502) with a division value of 1.0 mm. The width of the boot shaft is determined by measuring the length of a circle drawn along the outer surface of the boot, parallel to the plane on which the boot is installed. Top width B
measured from the back line at a distance of 20 mm from the top edge. The width of the bottom of the boot is measured in accordance with Figure 4. Half of the resulting circumference is taken as the result for determining the width of the boot top. (Changed edition, Amendment No. 1, 2).
4.4. Physical and mechanical parameters according to clause 2.7 are determined in accordance with the requirements of GOST 269 and GOST 270 (type I samples, thickness (2±0.3) mm on rubber samples used for the manufacture of safety shoes) and according to GOST 11262 (on type I samples , cut from PVC boots, cast without lining). Samples are cut out from the upper part of the boot in the transverse direction.
4.5. The appearance of shoes according to paragraphs 2.8, 2.9 is determined visually.
4.6. Linear measurements to calculate the area of permissible deviations (clause 2.9) are made with a measuring metal ruler in accordance with GOST 427 with a division value of 1.0 mm, height and depth - with a caliper in accordance with GOST 166 with a division value of 0.1 mm.
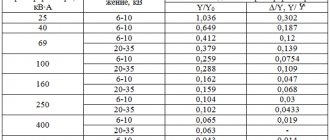
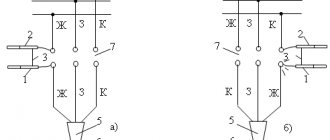
4.7. The leakage current is determined on the finished product using an industrial frequency current of 50 Hz. Shoes are immersed in a metal vessel with water at a temperature of 15-35°C and filled with water so that the edges of the product protruding from the water are dry. The water level, both outside and inside horizontally installed products, should be 2 cm below the side of the galoshes and 5 cm below the edge of the lowered lapel and the edge of the boots. An electrode grounded through a milliammeter is lowered inside the product. The second terminal of the test transformer is connected to the vessel. The voltage is increased for galoshes and boots to 5 kV, and for boots to 20 kV. Test time is 2 minutes from the moment the required voltage is established. The milliammeter for measuring the current value is connected at least 30 s before the end of the test. Simultaneous testing of several samples of shoes of the same type is allowed. The sample is considered to have passed the test if, during testing, the leakage current does not exceed the established norm according to clause 2.5 and breakdown of the product does not occur, accompanied by a sharp increase in current as a result of a short circuit. If, during simultaneous testing of several products, a breakdown of one or more products occurs, it is allowed to turn off the voltage, remove the product, and then continue testing the remaining samples. The total duration of the test is 2 minutes. After drying, on products that have passed the test (for boots and bots - on the rubber or lining of the boot, for galoshes - on the insole), a stamp is placed with indelible paint indicating the test date (month and year) and the technical control number.
4.6, 4.7. (Changed edition, Amendment No. 1).
4.8. Tests for resistance to mold fungi are carried out in accordance with GOST 9.049. (Introduced additionally, Amendment No. 2).
Examination
All rubber protective devices have a shelf life of no more than 12 months, in some cases - 16 (manufacturers make a corresponding mark on clothing). Before starting work, it is necessary to test the boots for current conductivity. For verification, you can use the same principles as for dielectric gloves:
- It is necessary to prepare special equipment: a test transformer, contacts that will be connected to the container where the boots will be placed, conductors, a milliammeter;
- A certain amount of water must be collected in the container: when testing boots, it is at least 45 mm from the lapel, and in galoshes - no more than 25 mm from the edge of the shoe;
- Remember that the upper part of the shoe must be dry when tested;
- When everything is ready, you need to connect 15 kW power to the terminals. This is quite enough for verification. It is very important to note the time. In order to assess the effectiveness of the protection, one minute is enough;
- The frequency of testing dielectric bots is 3 times a year, sometimes the testing period increases to six months. But it is advisable to check their suitability before each use.
Please note that to test dielectric galoshes you need to use 3.5 kW and a current of no more than 2 milliamps. Their verification time is also one minute. Tests can be carried out both at home and in specially equipped laboratories.
Photo - container for checking protective equipment
Testing boots and galoshes using current is not always possible, especially since under the right storage conditions, dielectric protection tools will not be damaged. In addition to special laboratory testing, you also need to pay due attention to the inspection of shoes:
- The protective equipment should not have any mechanical damage: cracks, scratches, cuts or chips. Otherwise, they must be disposed of;
- Shoes must be clean, without dirt on the soles and upper cuffs;
- Sometimes, after long use, the lining of boots begins to peel off. If this happens, then you need to try to attach it in place or buy new ones.
LABELING, PACKAGING, TRANSPORTATION AND STORAGE
5.1. On each product, the following data must be applied with an imprint on the shank part of the sole or a stamp on the shaft of the lining or insole: trademark or name and trademark of the manufacturer; year and quarter of manufacture (year - the last two digits, quarter - dots); product size; article, symbol according to clause 2.6; Date of testing; variety; designation of this standard. (Changed edition, Amendment No. 1).
5.2. Packaging of shoes, labeling of containers, transportation and storage of shoes in accordance with OST 38.06371. (Changed edition, Amendment No. 2).
5.3-5.6. (Excluded, Amendment No. 2).
By what standards is the size of safety shoes determined?
The size of safety shoes can be obtained from a special table of work shoe sizes. To do this, you need to measure your foot.
- A person stands with his foot on a blank paper sheet, which is traced along the extreme points on the heel and toes. The pencil must be held perpendicular.
- The distance between the extreme points is measured, the resulting parameter is checked against the work shoe size table. Rounding is done towards a larger size.
Another important characteristic is the fullness of the shoe - the circumference of the foot in the widest area of the toe. If this parameter is selected correctly, the shoes do not pinch or slip on the foot.
To determine the fullness of the foot, you must first measure its length (parameter C), as indicated above, and then the width at the widest part (parameter B). Completeness is determined by the formula: COMPLETENESS=0.25*B-0.15*C-A. Parameter A is equal to 16 for women's safety shoes and 17 for men's shoes. Having the values of the fullness of the foot, its length and the corresponding size tables, you can choose work shoes for the employee as accurately as possible