When it comes to the characteristics of a voltaic arc, it is worth mentioning that it has a lower voltage than a glow discharge and relies on thermionic radiation of electrons from the electrodes that support the arc. In English-speaking countries, the term is considered archaic and outdated.
Arc suppression techniques can be used to reduce the duration or likelihood of arc formation.
In the late 1800s, the voltaic arc was widely used for public lighting. Some low pressure electric arcs are used in many applications. For example, fluorescent lamps, mercury vapor, sodium and metal halide lamps are used for lighting. Xenon arc lamps were used for film projectors.
Opening a voltaic arc
The phenomenon is believed to have been first described by Sir Humphry Davy in an 1801 article published in William Nicholson's Journal of Natural Philosophy, Chemistry and Arts. However, the phenomenon described by Davy was not an electric arc, but only a spark. Later researchers wrote: “This is obviously a description not of an arc, but of a spark. The essence of the first is that it must be continuous, and its poles must not touch after it has arisen. The spark produced by Sir Humphry Davy was clearly not continuous, and although it remained charged for some time after contact with the carbon atoms, there was probably no arc connection required for its classification as voltaic.”
That same year, Davy publicly demonstrated the effect before the Royal Society by passing an electric current through two touching carbon rods and then pulling them a short distance apart. The demonstration showed a "weak" arc, barely distinguishable from a sustained spark, between charcoal points. The scientific community provided him with a more powerful battery of 1000 plates, and in 1808 he demonstrated the occurrence of a voltaic arc on a large scale. He is also credited with naming it in English (electric arc). He called it an arc because it takes the shape of an ascending bow when the distance between the electrodes becomes close. This is due to the conductive properties of hot gas.
How did the voltaic arc appear? The first continuous arc was independently observed in 1802 and described in 1803 as a "special liquid with electrical properties" by Russian scientist Vasily Petrov, experimenting with a copper-zinc battery consisting of 4,200 disks.
Difference between reverse and direct polarity
Direct polarity is the connection of the “plus” of the device to the product, and the negative terminal of the device to the electrode (consumable or non-consumable). “+” is the anode, and “-” is the cathode.
As we said earlier, the anode zone heats up more strongly - up to a temperature of 4200 degrees Celsius. It is straight polarity that is used when welding with a non-consumable electrode to reduce heat in the electrode and extend its service life.
The use of reverse polarity when welding with a consumable electrode provides a higher heat input into the electrode. Which ensures its more active melting. The heat input into the product is also reduced, which reduces its deformation.
Further Study
In the late nineteenth century, the voltaic arc was widely used for public lighting. The tendency of electrical arcs to flicker and hiss was a serious problem. In 1895, Hertha Marx Ayrton wrote a series of articles on electricity, explaining that the voltaic arc was the result of oxygen coming into contact with the carbon rods used to create the arc.
In 1899, she was the first woman ever to read her own paper before the Institution of Electrical Engineers (IEE). Her report was entitled "The Mechanism of the Electric Arc." Shortly afterwards, Ayrton was elected as the first female member of the Institution of Electrical Engineers. The next woman was admitted to the institute in 1958. Ayrton applied to read a paper before the Royal Society, but she was not allowed to do so because of her gender, and The Mechanism of the Electric Arc was read in her place by John Perry in 1901.
Emergence
It occurs during a rapid short circuit, that is, when the electrode comes into contact with the surface of the material being welded, due to the colossal temperature, the surface of the material melts, and a small strip of molten material forms between the electrode and the surface. By the time the electrode and the material being welded diverge, a neck of material is formed, which instantly breaks and evaporates due to the high current density. The gas becomes ionized and an electric arc occurs. You can excite her by touching or scratching.
Description
An electric arc is a type of electrical discharge with the highest current density. The maximum amount of current carried by the arc is limited only by the external environment and not by the arc itself.
An arc between two electrodes can be initiated by ionization and glow discharge when the current through the electrodes increases. The electrode gap breakdown voltage is a combined function of pressure, the distance between the electrodes, and the type of gas surrounding the electrodes. When an arc begins, its terminal voltage is much lower than that of a glow discharge, and the current is higher. An arc in gases near atmospheric pressure is characterized by visible light, high current density and high temperature. It differs from a glow discharge in that the effective temperatures of both electrons and positive ions are approximately the same, and in a glow discharge the ions have much lower thermal energy than electrons.
Combustion conditions
Under standard conditions, that is, a temperature of 25 degrees and a pressure of 1 atmosphere, gases are not capable of conducting electric current. In order for an arc to form, it is necessary that the gases between the electrodes be ionized, that is, they contain various charged particles - electrons or ions (cations or anions). The process of formation of an ionized gas will be called ionization, and the work that must be spent on removing an electron from an atomic particle to form an electron and an ion will be called the ionization work, which is measured in electron volts and is called the ionization potential. Exactly what energy needs to be expended to remove an electron from an atom depends on the nature of the gas phase; values can be from 3.5 to 25 eV. The metals of the alkali and alkaline earth groups – potassium, calcium and, accordingly, their chemical compounds – have the lowest ionization potential. Electrodes are coated with such compounds so that they contribute to the stable existence and burning of the welding arc.
Also, for the arc to occur and burn, a constant temperature is required at the cathode, which depends on the nature of the cathode, its diameter, size and ambient temperature. The temperature of the electric arc must therefore be constant and not fluctuate; thanks to the enormous current values, the temperature can reach 7 thousand degrees, thus absolutely all materials can be connected by welding. A constant temperature is ensured with the help of a working power source, so its choice when designing a welding machine is very important, it affects the properties of the arc.
When welding
An extended arc can be initiated by two electrodes initially in contact and separated during the experiment. This action can initiate an arc without a high voltage glow discharge. This is the way in which a welder begins welding a joint by instantly touching the welding electrode to the object.
Another example is the separation of electrical contacts on switches, relays or circuit breakers. High energy circuits may require arc suppression to prevent contact damage.
Reflex arc concept
Explaining in simple words what a reflex arc is is not that difficult.
This is a chain of neurons that, in a certain sequence, transmit nerve impulses from the source of irritation to the brain and central nervous system centers.
The neural arch is the basis for the full functioning of the entire human nervous system.
The unit of the arc is the reflex.
This is the body's response to a stimulus.
Voltaic arc: characteristics
Electrical resistance along a continuous arc creates heat, which ionizes more gas molecules (where the degree of ionization is determined by temperature), and according to this sequence, the gas gradually turns into thermal plasma, which is in thermal equilibrium, since the temperature is distributed relatively uniformly across all atoms, molecules , ions and electrons. The energy transferred by electrons is quickly dispersed with heavier particles through elastic collisions due to their high mobility and large numbers.
The current in the arc is maintained by thermionic and field emission of electrons at the cathode. The current can be concentrated into a very small hot spot on the cathode—on the order of a million amperes per square centimeter. Unlike a glow discharge, the arc has a subtle structure, since the positive column is quite bright and extends almost to the electrodes at both ends. The cathode drop and the anode drop of several volts occur within a fraction of a millimeter of each electrode. The positive column has a lower voltage gradient and may be absent in very short arcs.
Nature and structure
When an arc is ignited, an electrical circuit is created. It involves two electrodes - the anode and the cathode, as well as a section of ionized gas. Flowing through a gas cloud, an electric current causes it to heat up and produce an intense glow associated with the emission of photons.
According to the sections of the circuit, the structure of the welding arc includes three main areas:
- anode - 10-4 cm thick;
- cathode 10-5 cm;
- arc column, 4-6 mm long.
In the first two zones, active spots appear; the maximum voltage drop and maximum heating occur in them.
The voltage drop in the welding column itself is small.
When exposed to an electric arc, in addition to elevated temperature, there is another important factor - very intense ultraviolet radiation. It has a harmful effect on the human body, primarily on the organs of vision and skin.
Welding arc structure
To avoid harm to health when working with electric welding, it is necessary to use personal protective equipment: a welding mask, gloves and thick clothing and shoes made of non-flammable materials.
Place among other physical phenomena
The different shapes of electric arcs are emergent properties of nonlinear patterns of current and electric field. The arc occurs in the gas-filled space between two conductive electrodes (often tungsten or carbon), resulting in very high temperatures capable of melting or vaporizing most materials. An electric arc is a continuous discharge, while a similar electric spark discharge is instantaneous. A voltaic arc can occur either in direct current circuits or in alternating current circuits. In the latter case, it can strike again every half-cycle of current generation. An electric arc differs from a glow discharge in that the current density is quite high and the voltage drop inside the arc is low. At the cathode, the current density can reach one megaampere per square centimeter.
Extinguishing the electric arc in switching equipment
Disabling elements of the electrical circuit must be done very carefully, without damaging the switching equipment. Opening the contacts alone will not be enough; it is necessary to properly extinguish the arc that occurs between them.
The processes of arc combustion and extinguishing differ significantly depending on the use of direct or alternating current in the network. If there are no particular problems with direct current, then with alternating current there are a number of factors to consider. First of all, the arc current passes the zero mark at each half-cycle. At this moment, the release of energy stops, as a result, the arc spontaneously goes out and lights up again. In practice, the current approaches zero even before crossing the zero mark. This is due to a decrease in current and a decrease in energy supplied to the arc.
Accordingly, its temperature decreases, which causes the cessation of thermal ionization. Intense deionization occurs in the arc gap itself. If at this moment you quickly open and route the contacts, then a breakdown may not occur, the circuit will turn off without the appearance of an arc.
In practice, creating such ideal conditions is very difficult. In this regard, special measures have been developed to accelerate arc extinction. Various technical solutions allow you to quickly cool the arc gap and reduce the number of charged particles. As a result, there is a gradual increase in the electrical strength of this gap and a simultaneous increase in the restoring voltage across it.
Both quantities are interdependent and affect the ignition of the arc in the next half-cycle. If the electrical strength exceeds the restoring voltage, the arc will no longer ignite. Otherwise, it will burn steadily.
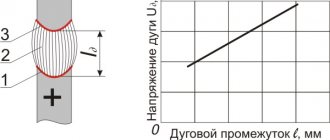
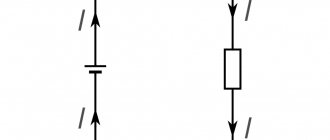
Basic methods of arc extinguishing
Quite often the method of arc extension is used, when in the process of divergence of contacts when the circuit is disconnected, it stretches (Fig. 1). By increasing the surface area, cooling conditions are significantly improved, and a higher voltage is required to support combustion.
Destructive potential
An electric arc has a nonlinear relationship between current and voltage. Once the arc has been created (either by progression from the glow discharge or by momentarily touching the electrodes and then separating them), the increase in current results in a lower voltage between the arc terminals. This negative resistance effect requires that some positive form of impedance (like electrical ballast) be placed in the circuit to maintain a stable arc. This property is why uncontrolled electrical arcs in a device become so destructive, because once the arc occurs, it will draw more and more current from the DC voltage source until the device is destroyed.
Types of welding arc
A welding arc with an uncontrolled cross-section designed to connect several conductive materials to each other uses two different types of welding machines - with consumable and non-consumable electrodes. The first type includes:
- Welding metal with gas: inert (MIG according to the international classification) or active (MAG, but the letter combination GMAW is more often used - welding using shielding gas, which protects the base metal from active oxidation).
- Shielded arc welding (MMA). It is a manual arc welding process in which a discharge is generated between a metal rod (the electrode is coated with or contains flux) and the workpiece. The surface of the rod and the workpiece melt, forming a weld pool. When the flux coating simultaneously melts on the rod, gas and slag are formed, which subsequently protects the weld pool from the surrounding atmosphere. It is a versatile process ideal for joining ferrous and non-ferrous metals of varying thicknesses and in all workpiece positions.
- Flux-cored arc welding (FCAW) uses a continuous-feed flux cored electrode and a constant voltage source to provide a constant discharge length. This process uses either a shielding gas or gas generated by thermal evaporation of the flux to protect the weld area from contamination.
- Submerged Arc Welding (SAW). A commonly used process with a consumable electrode (which is continuously fed to the melt zone) and a protective layer of fusible flux. The flux becomes conductive when melted, providing current with an easy path between the part and the electrode. The flow also helps prevent metal spatter and sparks by suppressing fumes and ultraviolet radiation.
- Electroslag welding (ESW). A vertical process used to weld thick plates (over 25mm) in a single pass. With this ignition method, the welding arc is excited even before the addition of flux extinguishes it. As a result of flux melting when wire consumables are fed into the molten bath, molten slag is formed on the surface of the bath. The heat required to melt the ends of the welding wire and the workpiece is generated due to the resistance of the molten slag to the passage of electric current. To prevent molten slag from flowing out, the design includes two movable copper shoes, which are constantly cooled with water.
The second type is non-consumable tungsten electrode (TIG) welding, which is used to create an arc discharge. Protection of the weld and pool consists of the use of a protective inert gas (usually argon).
The welding arc can be easily controlled; to do this, it is enough to limit the dimensions of its cross-section.
For this purpose, you can use, for example, a concentrated flow of any working medium that has minimal electrical insulating properties (for example, oil or kerosene). Under the condition of controlled movement along the surface, such a compressed arc has the feature of highly productive dimensional processing of metals (see Fig. 2).
Figure 2 – Dimensional processing of metals with an arc discharge: 1 – Arc discharge; 2 – Cross flow of the working medium; 3 - Upper electrode; 4 – Arc discharge excitation source; 5 – Hydraulic drive; 6 – Tank with working medium; 7 – Bottom electrode
Practical use
On an industrial scale, electric arcs are used for welding, plasma cutting, electric discharge machining, as an arc lamp in film projectors and in lighting. Electric arc furnaces are used to produce steel and other substances. Calcium carbide is obtained in this way because a large amount of energy is required to achieve an endothermic reaction (at temperatures of 2500 ° C).
Carbon arc lights were the first electric lights. They were used for street lamps in the 19th century and for specialized devices such as floodlights until World War II. Today, low pressure electric arcs are used in many areas. For example, fluorescent lamps, mercury vapor lamps, sodium vapor lamps and metal halide lamps are used for lighting, while xenon arc lamps are used for film projectors.
The formation of an intense electrical arc, similar to a small-scale arc flash, is the basis of explosive detonators. When scientists learned what a voltaic arc is and how it can be used, the variety of world weapons was replenished with effective explosives.
The main remaining application is high voltage switchgear for transmission networks. Modern devices also use sulfur hexafluoride under high pressure.
What happens during an arc flash?
An arc flash begins when electricity leaves its intended path and begins to travel through the air towards a grounded area. Once this happens, it ionizes the air, which further reduces the overall resistance along the arc path. This helps attract additional electrical energy.
The arc will move in such a way as to find the closest distance to the ground. The exact distance that an arc flash can travel is called the arc flash boundary . This is determined by potential energy and many other factors such as air temperature and humidity.
When working to improve arc flash safety, the installation will often mark the arc flash boundary using floor tape. Anyone working in this area will be required to wear personal protective equipment (PPE).
Varieties
There are several classifications of the element in question, which have different current supply schemes and the environment where it appears.
Welding
- With direct action. In this case, the equipment is installed parallel to the metal product that needs to be welded. The arc, in turn, becomes at right angles towards the electrodes and the metal surface.
- With indirect action. Appears when using two electrodes that are located at an angle of 50 degrees from the work being welded. An arc appears between the electrode and the material being welded.
The appearance of a welding arc.
In addition, it can be divided according to the principle of the atmosphere where the welding arc appears:
- Open sphere. The arc can burn in an open space with the formation of a gas phase, which contains vapor of the metal, electrode and surfaces after processing with a welding tool.
- Closed sphere. The arc burns under flux. In the gas phase near the arc, vapor from the material, electrodes and the flux layer itself enters.
- With supply of gas mixture. The arc may contain compressed gas such as helium, carbon dioxide, hydrogen, argon and other gaseous impurities. They are necessary so that the welded surface of the product is not subject to oxidation. Thanks to their supply, the environment is restored or becomes neutral to external factors. The gas supplied for operation, steam from the product being welded and the electrodes enter the arc.
In addition to the listed classifications, we can also distinguish types by duration of action:
- classic is used for constant use;
- pulse – for one-time use.
One of the most popular parts is steel, i.e. consumable electrode. However, today most professionals prefer non-melting, from which we can conclude that the types of elements under consideration are quite different from each other.