Batteries are used in many household appliances and tools. Sometimes, it is necessary to replace one or more elements. They are connected into a block of a certain voltage, and the poles are welded together with a metal strip using spot welding.
The soldering method is not suitable here, since this connection method causes strong heating of the internal part of the battery, which leads to its failure. Therefore, if you need to repair lithium-ion batteries yourself, you need to purchase a spot welding machine (spotter) or make it yourself.
The simplest way
The easiest way is to weld the batteries with the battery itself. To do this you will need:
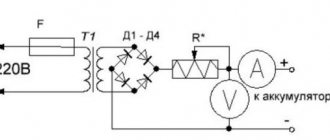
any car battery, suitable for a drill or screwdriver;- two soldering iron tips or a piece of thick single-core copper wire;
- relay 500-1000 A;
- capacitor;
- variable resistor;
- stranded copper wire with a cross section of 30-40 mm2;
- switch.
In the field, to weld a nickel plate to a battery, all you need is a battery, charging wires, a piece of solid wire and electrical tape.
Two electrodes are made from the wire. Their ends are cleaned, leveled and secured with electrical tape. There should be a distance of 2-3 mm between the ends of the wires, the ends are in the same plane.
The other ends of the monolithic wire are hooked using charging cable clamps. The pre-charging cable is connected to the terminals of the working battery. Polarity doesn't matter.
Spot welding is ready. The nickel strip is installed on the lithium battery. The ends of the electrodes, which are energized, are pressed to the tape.
A short circuit will occur and the metal at the point of contact will melt. The electrodes must be removed quickly to avoid burning the nickel plate.
Features and principle of operation of spot welding
Often, spot welding machines are made independently. Even if you purchase a device in a store, in order to obtain the desired characteristics, it will need to be modified, for example:
- increase the current;
- redo or replace the timer.
The strength coefficient of the connecting node is affected by the size of the point and its structure.
The following indicators are of great importance:
- Types of electrodes used.
- Current strength.
- Material compression ratio.
A precision welding machine is a device used to repair power supplies.
Welding ensures reliable fixation of the metal; the technology has high productivity. The operating principle is based on the Joule-Lenz law, i.e. involves heating metals under the influence of electrical energy. Current passes through the electrodes, the temperature of the material being processed increases, and the resistance coefficient is minimal. The diameter of the point is 3-12 mm.
At home
For convenience and to improve the quality of welding at home, additional elements are used.
The stranded power wire is connected to a working battery using clamps, and the other ends are connected to a normally open relay contact and to a soldering iron tip.
The second contact of the relay is connected to the second tip. The result is such a circuit that when the relay contacts are closed, the voltage of the working battery will be present at the ends of the tips (electrodes).
A large capacitor, a resistor and a switch are used to control the relay. The capacitor and resistor are connected in series. One terminal of the capacitor is connected to the battery. The common terminal of the switch is connected to a resistor.
In the initial state, the switch should be in the position where it is shorted to the working battery. The capacitor will charge. The relay control winding is connected with one contact to the terminal of the container connected to the battery, and the second is connected to the free terminal of the switch.
When switching, the voltage from the capacitor is supplied to the control winding. While the capacitance is discharging, the relay is closed, and current can flow through it in the event of a short circuit.
To weld, it is enough to place a nickel connecting tape on the lithium battery cell, two tips on it, press it and press the switch . The relay contacts will close and voltage will appear on the electrodes.
Since they are shorted through the plate, a short circuit current will flow through it, which will cause the metal to melt between the points of contact of the electrodes. The welding has been completed.
Using a resistor, you can adjust the duration of the control pulse. Adjustment can be done experimentally. It is necessary when the voltage of the working battery and the thickness of the material being welded change.
How to use when working with 18650 battery
To weld 18650 batteries, a short pulse (0.01-0.1 seconds) is required, otherwise the material of the battery itself will be burned. It is important that the time intervals are congruent. The primary winding is designed for 220 V, voltage up to 6 V, current strength is 100-1000 A. When manually soldering, it is impossible to accurately measure timing; it is necessary to use a timer. Sometimes miniature elements that do not experience stress are welded. When welding batteries, a 12 V unit is used; it can process thin sheets of metal.
We recommend reading: How to make a welding machine from a microwave
Technology in general
From a technological point of view, resistance welding involves joining two metal elements, applying mechanical pressure to them, and heating them to a high temperature. The time of exposure to the seam is only 2-3 ms, the heating area is several square millimeters.
A short pulse is required to weld batteries.
In technology where there are no transformers, the thermal zone occurs in the contact resistance zone (on the plane). The current strength reaches 100 A, the pulse exposure time does not exceed 0.006 seconds.
Welding techniques
For the operation of small inverters (weight up to 8.4 kg), a voltage of 220 V is sufficient. The melting zone is enveloped in gases during operation, they protect the material from unnecessary contact with oxygen. The art of welding is the ability to control the electrodes: it is necessary to correctly set the angle of inclination and current strength.
Difficulties arise when working with a transformer:
- The device is bulky.
- It makes too much noise.
- The network “sags” (voltage jumps).
For normal operation, a device with appropriate parameters is required.
From a transformer
Spot welding for batteries can be done with your own hands from a transformer. It can be used to weld not only batteries, but also any thin metal products.
To weld batteries, a high-power transformer is not required; 300-500 W is sufficient. The main thing is to be able to rewind the secondary winding.
The primary winding should be 220V 50 Hz. As a winding wire for the secondary winding, you need to use an insulated copper wire of large diameter. It takes three to four turns.
The body of the spot welding machine can be made of plexiglass or plywood. Plexiglas is of course preferable. The base of the housing must be of such a size that it can accommodate a transformer with connecting wires, a button and a lever with electrodes .
The lever is mounted on an axis between aluminum corner posts, which in turn are secured to the base of the device with self-tapping screws. The length of the lever is made in such a way that the electrodes attached to it reach the working platform of the base of the device. The diameter of the electrodes should be 3-5 mm. Their ends are sharpened and the ends are leveled.
The secondary winding of the transformer is connected to the electrodes using a stranded copper wire with a cross-section not less than the cross-section of the electrodes. The length of the wires from the secondary winding to the working part should be minimal. It is better to weld the connections to reduce the circuit resistance or connect them through screw terminal blocks.
The operating button is installed on one of the terminals of the secondary winding. Springs are installed on the lever and button. They are needed for their rapid return to their original state.
To set a specific welding pulse duration, instead of a button, you can use a thyristor or a power relay controlled by an RC circuit. The resistor must be variable, and the capacitor must be large enough to allow the pulse duration to be varied in the range from tens to hundreds of milliseconds.
There are a large number of circuit implementations of spot welding for batteries. Much depends on the materials available. Circuits may change to increase the functionality of the device and improve its consumer properties, but the essence remains the same.
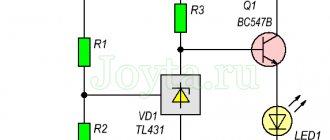
Diagram and what parts the device consists of
Spot resistance welding is called thermomechanical.
Its operation scheme is as follows:
- The parts are joined in a given position and pressed tightly between the electrodes.
- An electric shock is applied.
- At a given point, the workpiece is heated to the melting temperature of the metal.
The contact device is assembled from used blocks; they can be removed from various devices. The device works simply: the capacitors are charged up to 30 V, and the potential on the welding fork increases. Press the “Start” button located on the plug. To weld 2 metal fragments, they should be pressed tightly together. After this, the cooking process starts, during which the temperature of the material increases many times and becomes sufficient to melt even refractory metal.
Diagram of a spot welding device.
The device is simple in design and reliable, includes 2 blocks:
- contact;
- current source.
We recommend reading Description of resistance spot welding technology
Peculiarities
First, we tried using two regular 90 Ah car batteries connected in series for welding. Electrodes with a diameter of 2 mm and manual arc welding were used for welding. In this experiment, the battery method did not justify itself. Of course, the seams worked, but with great difficulty. The arc was difficult to ignite and burned very unstable. As a result, lack of penetration appeared. Sometimes the arc simply went out and had to be re-ignited. Another problem is frequent sticking of the electrode. In this case, the electrode does not just stick, but first becomes very hot. Because of this, the consumption of electrodes is very high.
It is at this stage that many people think that welding from a battery is impossible. But we used two batteries, although many people use one and hope for a good result. So how to solve the problem of lack of fusion, unstable arc and sticking of the electrode to the metal?
It's very simple: add another battery to the circuit. Yes, it's that simple. If you use three batteries, the power reserve will be very large, and the arc will be ignited much easier. For the experiment, we used electrodes of various diameters from 2 mm to 4 mm. At first, the result was unsatisfactory, the metal was burned through. But over time, it is easy to understand how the arc behaves and, taking these features into account, carry out the work. A string of three batteries can be used for welding and cutting metal. But watch the current strength. Batteries tend to increase the initial current to higher values, burning through the metal. In short, a battery-powered welding machine can be used. You just need to do the work very carefully.
The main disadvantage of this method is the high consumption of electrodes. And the more batteries you use, the more electrodes you burn. When welding from 3 batteries, we spent about 20 rods to make a simple seam.
Therefore, you must understand that such welding is justified only in extreme or field conditions, when there is no other way to power the inverter. We do not recommend using this type of welding on a permanent basis. From a constant increased current, the device may simply not withstand it and burn out. And you are unlikely to find it convenient to cook with uncontrolled current, since its strength is determined by the batteries, not you.
Car battery version
There is also a faster way to create a machine for welding batteries, which does not require rewinding the transformer. This is a homemade spot welding from a car battery. It allows you to get the same connection as the previous device, but has a simple configuration and operating principle.
The current source is a charged battery from the car. Shorting its terminals is enough to weld a contact to the battery. The controls are an electrical block with a cross-section of at least five squares and two copper rods fixed in it. For convenience, the length of the electrodes is covered with insulation, and a connector is put on to set a constant distance between the ends. It is important to install a powerful model, otherwise it will melt from the heating of the rods.
The wires from the battery are inserted into the terminal block of the block. After this, you can immediately carry out welding. The disadvantage is the higher voltage - 12 V, which can burn the plate if there is poor contact with the surface. To prevent this, the ends of the copper rods are sharpened with a file to press tightly.
Why do lithium batteries splash acid when welding?
Each lithium-ion battery is a sealed cavity in which chemical processes and energy storage occur. There is no moisture inside, anhydrous solvents, solid compounds are used. But as a result of chemical reactions inside a multicomponent system, excess pressure may arise. One of the reasons will be the heating of the battery case. it is critical starting from +40 0 and dangerous when it reaches +60 0. This will be followed by a spontaneous increase in temperature, fire and explosion.
However, during welding, contact time may be disrupted and the housing may burn out. At this point, an unpleasant gas with an acidic odor will be released. This moment is dangerous, the sealed housing has connected with the atmosphere. Oxygen and water vapor got inside. The lithium battery begins to spray acid, a harbinger of an explosion.
This is why it is dangerous to connect cans by soldering with acid. The tightness can be broken accidentally by damaging the safety valve or shorting the poles. But any smoke from the battery case is a serious harbinger of fire. The work of connecting cells into a single battery requires attention and accuracy.
There is a safe way to connect elements.
Using a special design, the holder, where each element has its own cell, does not require welding. The outer circuit is connected as required. When inserting cans into sections, it is important not to confuse the polarity. In such an assembly it is easy to replace a non-functioning can. DIY spot welding for lithium batteries
How is resistance welding carried out?
Capacitor welding
The spot welding of battery terminals occurs as follows:
- A nickel strip is placed on the terminals of the battery poles.
- A pair of electrodes is lowered onto the strip at the location of the terminal.
- Press the start button of the welding machine. A powerful impulse is sent to the work area.
- As a result, the nickel plate is welded to the battery terminal.
- While moving the equipment, they continue to weld the next contacts.
- Welding batteries must be accompanied each time by changing the polarity of the poles of the next battery.
Battery pack