Crimping technology
There are two methods by which crimping is carried out:
- local indentation;
- complete compression.
The wire for crimping is copper or aluminum. Therefore, the sleeve can be either copper or aluminum. There is also copper-aluminium. Since an aluminum cable is prone to the formation of an oxidizing film, the aluminum sleeve must be cleanable and treated with a special lubricant. To protect aluminum from oxides, quartz vaseline paste is used. Copper wire is also subject to lubricant treatment. With its help, the likelihood of damage to the core during crimping is reduced and friction is reduced.
If the cores are multi-wire, they are aligned and folded so that they easily fit into the sleeve; you can twist the wires a little. Then the cable is inserted into the cartridge until it stops. The connection can be made not end-to-end, but, for example, with a factory. Then the total cross-section of all wires should not exceed the cross-section of the bushing.
In any case, sleeves are used that are designed for the total cross-section of the cores being crimped. If a press with point (local) indentation is used, make 2-3 pressings evenly distributed along the length of the sleeve to ensure mechanical strength of the connection and good electrical contact. For continuous crimping using hexagonal or square dies, the recommendations are essentially the same
In both cases, it is important that the sleeve does not crack during crimping (if it is too small) and that there are no uncompressed areas or cavities (if it is too large)
After the crimping has been carried out, it is necessary to create an outer insulating layer at the junction using electrical tape or elbow cloth. After insulation, you should carefully fold the wires and the cable itself in the junction box.
The video below clearly shows how to crimp wires with press pliers:
About technology
But before we consider the types of tools, it’s worth talking in more detail about the technology itself. To cut the ends of cores or wires, different tips are used:
- straight;
- fork;
- ring.
The crimping process is used when working with stranded wires for screw and terminal connections, as well as for connecting stranded and single-core wires to each other and installing a tip on the wire, which is designed for installation in a connector. Crimping has many advantages over soldering. Especially when it comes to open electrical circuits. Moreover, this method is more technologically advanced when compared with welding. One has only to add that when working with copper wires, only copper lugs and sleeves are used. If the wires are aluminum, then the lugs should be made of the same material.
If the lugs are cylindrical, then they are used to prepare the ends of a stranded wire, stripped of insulation, for installation in a screw terminal block. This helps prevent wire breakage or damage. Such tips are made of copper or aluminum and have the form of a thin-walled tube on which color marking can be done. To crimp such an element, a segment-type tool is required.
The loop type lug is used to protect and prepare wires for installation in a screw terminal block. In this case, you will need special or universal pliers. But the knife tip is used exclusively for the knife connector. Similar connectors are used in automotive electrical and power electronics - more precisely, wherever an inexpensive but reliable connection is required. For crimping you will need the same pliers as for working with a loop type tip.
There are also special sleeves that are designed to connect wires to each other. The sleeves have the form of tubes made of copper or aluminum with thin walls. The ends of the wires are inserted into such a sleeve and crimped with a special tool - a crimper or pliers. It is worth adding that the sleeves can be insulated or non-insulated. A plastic shell is used as insulation, which has sufficient strength.
How to connect electrical wires with lugs
Another way is to use tips. The tip looks like a piece of tube, cut and turned flat on one side. A hole for a bolt is drilled in the flat part. The lugs allow you to connect cables of any diameter in any combination. If it is necessary to connect a copper cable to an aluminum cable, special lugs are used, in which one part is copper and the other is aluminum. It is also possible to place a washer, brass or tinned copper, between the tips.
The ferrule is pressed onto the cable using a crimper, similar to how wires are connected using crimping.
How to choose the right wire and tip
First, you need to find out what cross-section of wire you will be crimping. This can be done by following the inscriptions on the core insulation, or using a caliper. Further, when choosing certain sleeve tips, you can be guided by the color marking of their insulated skirt. Each color must correspond to a specific section and size of the tip sleeve.
True, there are also manufacturers who don’t bother with this and produce single-color products of different sections. After choosing, be sure to physically check how tightly the wire fits into the sleeve or tip. In this case, there is absolutely no need to twist the wires before inserting them into the tip.
The tip at the entrance has a special skirt that will help you put it on even a slightly fluffy wire. In addition, this skirt acts as an insulation retainer. You can compare how many kinks in different directions the wire will withstand and without a skirt. As you understand, the result will not be in favor of the latter option.
Another important point that needs to be remembered: many wires are manufactured not according to GOST, but according to their own technical conditions.
It often happens that a 2.5mm2 wire easily fits into a tip with a cross-section of 1.5mm2. Therefore, choosing from tables is, of course, good, but you can’t do without practical fitting of the sleeved part and wire.
How to brew twist
For good contact, the twist can be welded with a graphite electrode or a gas torch. Torch welding has not become widespread due to the complexity and the need to use gas and oxygen cylinders, so this article only talks about electric welding.
Electric welding is performed using a graphite or carbon electrode. Graphite electrode is preferable. It is cheaper and provides better welding quality. Instead of a purchased electrode, you can use a rod from a battery or a brush from an electric motor. It is better not to use copper electrodes. They often get stuck.
For welding, you first need to make a twist 100 mm long, so that the finished one turns out to be about 50. The protruding wires need to be trimmed. For welding, it is best to use an inverter welding machine with adjustable current. If this is not the case, then you can take a regular transformer with a power of at least 600 W and a voltage of 12–24 V.
Near the insulation, “ground” or “minus” is connected using a thick copper clamp. If you simply wrap a wire around a twist, the twist will overheat and melt the insulation.
Before starting welding, it is necessary to select the current. The required current varies depending on the number and thickness of the wire that makes up the twist. The welding duration should be no more than 2 seconds. If necessary, welding can be repeated. If everything was done correctly, then a neat ball will appear at the end of the twist, soldered to all the wires.
Termination of wires and cables by soldering
You also need to remember that if you don’t have the necessary press or tips on hand for terminating a stranded copper cable, then the good old grandfather’s method of tinning cores will come to your aid. You will need a soldering iron, solder, rosin, and of course a 220 V connection point (in common parlance there is a socket, and you are unlikely to find a 380 V soldering iron).
So, armed with this tool, you need to strip the core, depending on the place to which the core will be connected (motor, cable twist or circuit breaker), to different lengths.
For example, when connecting a motor, you need to make a “ring” and accordingly strip the wires depending on the size of the terminal block (which in turn depends on the power of the connected electrical appliance by 20-30 mm. When connecting several wires and then twisting, it is better to strip them by 25-35 mm depending on the cross-section of the core. When connecting the machine, a straight section of 10-15 mm. To strip the cores of insulation, I advise you to use a tool like KSI (insulation stripping pliers) or as it is now also called a stripper.
When twisting cores, it is not necessary to use soldering, since today there are spring clamps of the PSI type (connecting insulated clamp) and they allow wiring to be carried out most quickly and no less efficiently than when using soldering. With PPE, you won't have to use tape or heat shrink tubing to insulate your twists.
For example, if you take a cable with aluminum cores and connect an electric heater, then after some time the cable insulation will melt and the core will turn into something similar to old porcelain that will crack at any moment. This will happen due to the fact that the connection does not provide reliable electrical contact and does not have mechanical strength. And when crimping, welding, or soldering the ends of wires or cables using the technology described above, issues related to termination will not arise and a fire can be avoided.
To summarize, I want to say that if you are going to make repairs and change electrical wiring, then use a copper cable with single-wire conductors. If you need to connect the engine of an overhead crane or excavator, use flexible cables and crimp them with appropriate lugs. Tools such as press pliers and insulation stripping pliers will help expose the conductors and prepare them for crimping.
When the core dimensions are more than 16mm2, use appropriate hydraulic press dies. If you do not trust the manufacturer of the cable or lugs, then be sure to make a cut with a file or needle file to make sure that it is really a copper cable or lug, and also do not forget that high-quality lugs are necessarily coated with a special layer of tin, which protects the core material from oxidation.
Such tips will serve you longer and, accordingly, you will be confident in reliable connection contact. High-quality tips are made in accordance with GOST, less reliable products for terminating are manufactured in accordance with specifications.
And in conclusion, by using an appropriate tool that has a manufacturer’s certificate, and not pliers and a knife, as unqualified “specialists” do, you increase the chance of doing your job efficiently, reliably and quickly.
Tip sizes, design features
The minimum available sections for GML are 1.5 mm 2. Further sizes increase - 2, 4, 6, 10 mm 2 and higher. Based on these values, we can say that the cross-sections of the sleeves are equal to those of wires and cables. It is quite easy to decipher the tip designations. For example, GML-6 is a copper tip, tinned. The cross-section is 6 mm 2. In the case of combined sleeves, the marking indicates two sizes - for aluminum wire and for copper. For example, GAM 16/10 - 16 for aluminum, and 10 for copper.
By design, the sleeves can be end-to-end in the form of a hollow tube or with a partition. The latter are used when crimping wires with end-to-end lugs is performed. These partitions are located in the middle of the sleeve. With their help you can adjust the depth of the cable entry. If it is necessary to extend it, then both ends will go into the tip to the same length.
What you need to know about the sizes and design features of tubes
Sleeves for connecting wires are divided not only by the type of material from which they are made, but also by size and range of sections. The minimum cross-section is 1.5 m. This applies to GML type tubes. Further indicators are growing. It is worth remembering that the tubes are produced with a cross-section similar to the cross-section of the wires.
A separate point is the design of the products. The tubes can be through and with a partition located in the center. Partitions are needed to control the depth of the wire entry when extending from two sides, joint to joint.
Principle of wire crimping
You can perform crimping of wires using sleeves in several ways. It will not be possible to single out the best of them, since comparison is inappropriate here. The choice of crimping method directly depends on the conditions for electrical installation work, cross-sectional parameters and other important points. Let's consider the features of the main method of crimping using sleeves.
Work begins by introducing the previously stripped ends of the wires into the cavity of the sleeve. The next step is crimping - squeezing using a special tool. The metal surface of the cores and sleeve is compressed, resulting in a reliable adhesion of the parts. It is necessary to connect at several points, followed by insulation of the connection points. An exception is working with insulated sleeves for crimping, which do not require additional insulation.
When choosing this method of connecting wires, you need to remember that the contact will not be disconnected in the future. Taking this into account, work will need to be carried out carefully and prudently.
Crimping tools
The correct crimping tool for this type of work is a crimping pliers. It is better to choose products with the largest set of matrices - shaped elements for compressing the sleeve under pressure. There are several options for the tool:
- for removing insulation from conductors;
- for crimping sleeves.
Let's leave the first option for now, let's consider the second type of tool - for crimping tubes. Its design is distinguished by the presence of several trapezoidal or square shaped nests. The shape of the socket further determines the shape of the sleeve after crimping. Press pliers are indispensable for high-quality installation of stranded wire. For crimping to be successful, you need to select a tool of the appropriate diameter.
Clamping pliers are also suitable, although working with them is not as convenient as using special press pliers. The disadvantage of crimping with pliers is the deformation of the conductor and minimal control of the clamping force. As a result, it is often impossible to avoid reducing the cross-section of the core.
The main points of the process of crimping wires and twists
To do this, you will need to strip the wire from the outer insulation, and then use a mounting knife to remove the inner protective sheath. To make it convenient to twist the wires, I personally collect the bare wires into a bundle and bend the ends.
Then, first twisting the wires by hand, I achieve greater contact through the work of the pliers with which I tighten the twist.
Having bitten off the excess wires with the same tool, I get a good connection 3-5 cm long.
Next, the only thing left to do is put copper sleeves of suitable sizes on the twists and crimp them. Moreover, crimps come in different diameters (6 mm, 8 mm, 10 mm and more). Usually, I use 6 mm products to connect strands of light groups, where the cross-section of the wires is not so large (1.5 sq. mm). For socket groups, sleeves with a diameter of 8 mm or more are taken, since here the wires have a cross-section from 2.5 to 4 sq. mm.
After that, I insulate the connections, put them in the junction box and close the lid so that everything is “feng shui”.
Features of using NShVI tips
Electrolytic copper is used to make pin sleeve lugs. There is insulation on the back of the product. To prevent corrosion from damaging the metal, copper is treated using galvanic tinning. The size of these tips varies between 0.25-150 mm.
When crimping NShVI, time is significantly saved, which simplifies the process of connecting electrical devices. The tips are suitable for household use. They are designed for crimping multi-core wires of any type. Manufacturers produce two types of NShVI. Some lugs are used for crimping one wire, while others are designed for two.
Products are marked as follows:
- Single - the first digit of the marking indicates the section size, and the second displays the length of the contact part.
- Double - the number “2” in brackets indicates that this tip is intended for splicing two wires, and the next number means what the cross-sectional size of each of them is.
The sizes of NSHVI crimp lugs range from 0.25 to 150 mm
It is desirable that the size of the shank in the tip be slightly larger than the cross-section of the wire, i.e., its bare wires. So, for a 1.25 mm cable, you should purchase an NShVI with a cross section of 1.5 mm.
Basic rules for crimping wires with sleeve-type lugs
You can connect wires efficiently using a lug at home, without professional skills and knowledge. To do this you need to adhere to the basic rules:
- Select the correct type and size of wire lug for crimping.
- Clean the conductors thoroughly and correctly.
- Use only specialized tools for work.
- Follow the crimping technology exactly.
Typically, the insulation on the wire is removed taking into account the size of the contact part of the tip. After stripping, the end of the core should coincide with the edge of the sleeve. To achieve this, you need to add 2-3 mm to the length of the cleaned area
It is very important to choose the correct tip size. In order not to make a mistake, you need to be guided by the color markings in which the insulating cuffs are painted
To crimp wires with ferrules, you must use only special tools
There are some subtleties when working with insulated connectors. It is imperative to ensure that the insulating material on the wire goes all the way inside the cuff and is completely covered by it.
Preparatory work is carried out in the following order:
- The veins are cut strictly perpendicularly.
- To remove the insulating layer from the cores, it is necessary to take into account the size of the shank and the increase.
- If the conductors are copper, the oxide film must be removed from their surface. To do this, the exposed area is degreased and then lubricated with technical grade Vaseline.
- If the shape of the cores is sectoral, you will have to round them.
- If the wire cores are made of aluminum, this metal must be cleaned to a shine. After this, the bare area is treated with quartz-vaseline lubricant, which will prevent the appearance of an oxide film.
Common mistakes when crimping
Cutting shells
At first glance, they are long. People who do not have the necessary knowledge and experience believe that using the entire cartridge case is wasteful, and cut it into pieces. This leads to a reduction in the length of the section where the conductors are bonded. The result is that the mechanical strength of the contact suffers, since working with pliers becomes inconvenient, and the number of pressure points decreases.
Wrong choice of sleeve diameter
If it is larger than required, then it is unlikely that it will be possible to produce high-quality crimping. The only way out is to bend the tip of the wire and then insert it into the sleeve. But such crimping is only suitable for “copper”, but the strength of the connection becomes lower. Aluminum wire breaks easily, so it is not an option.
With a smaller sleeve diameter, people without experience try to “plant” the ends of the wires into it by sharpening them a little. This is absolutely forbidden to do! Reducing the cross-section in a particular area leads to overheating and destruction of the metal. By the way, this often causes inflammation. It remains to add that the contact strength also decreases.
Crimping with pliers
Press jaws are specially designed for this specific job. Crimping with pliers is fraught with the fact that the conductor is deformed, and quite significant. After all, with this connection method it is impossible to control the clamping force. The consequences of reducing the cross-section of the core are indicated above.
Some craftsmen do crimping exactly this way, while assuring that everything is “acceptable.” But this does not mean that this technique is correct. The author came across such a situation and asked the unfortunate master a question: if he needs to do crimping at home, will he also work with pliers? As expected, there was no clear answer.
Useful tips
- It is not always possible to select a sleeve so that after placing the ends of the conductors in it, there are no voids left. The more free space, the higher the risk of poor contact after crimping it. How to proceed? The easiest way out of the situation is to cut pieces of wire (bare) with a length slightly shorter than that of the sleeve, and “hammer” them into it. Such artificial compaction will significantly improve the quality of crimping.
- If the connection of wires is made to extend the line, then their joint should be located in the center of the sleeve.
- When insulating the joint, the tape (tube) must extend beyond the sleeve cuts by at least 10 mm.
- In the case when at least one of the wires is multi-core, or different numbers of them are spliced on both sides, not metal sleeves are used for crimping, but insulated lugs (NSHVI).
It turns out that there is nothing complicated about crimping with sleeves. The main thing is to choose the right size. If the reader takes into account the recommendations given, then it is quite possible to cope with such work on your own. Good luck!
Types of sleeves for crimping
The quality of crimping largely depends on the correct choice of a particular type of sleeve. First of all, they differ in the material used, since the copper wire must be crimped with appropriate copper sleeves.
These products are presented in two types and are labeled as follows:
- GM - copper sleeves, made of pure copper, without any coating and untreated. In appearance, they resemble ordinary sections of copper pipes.
- GML – tinned copper sleeves. Their surface is covered with a special layer of tin and bismuth alloy. This prevents oxidation and corrosion.
Under no circumstances should you crimp aluminum wires with GML sleeves, as some unscrupulous experts advise. The fact is that during the crimping process, the surface layer of the liner is deformed, which in the future, sooner or later, will cause a corrosive reaction between copper and aluminum. The connection of aluminum wires is carried out using special products made of the same metal and marked GA.
For the combined connection of wires, there are special sleeves designated as GAM - aluminum-copper sleeves. This tube consists of two parts and allows you to connect wires of dissimilar metals end to end.
The most modern option is considered to be the GSI product - an insulated connecting sleeve. The base consists of a regular tinned tube covered with a layer of PVC insulation on top. Such sleeves are used for crimping copper wires. The pliers are placed over the insulating layer, after which compression is performed. The finished unit after crimping does not require additional insulation.
After the letter designations, the markings also contain numbers. They correspond to the cross-section of the wire for which the sleeve is designed. For example, the sizes of GML sleeves are presented in a wide range and are intended for conductors with a cross-section of 2.5-300 mm2. That is, with an increase in the cross-section of the conductor, the size of the sleeve itself increases. Combined products are marked with two numbers separated by a fraction: the first corresponds to the cross-section of the copper conductor, and the second to the aluminum.
Sleeves for crimping are available in various designs. They are mainly made in the form of hollow tubes, completely smooth on the inside. In some designs, a partition is installed inside to regulate the depth of the conductors. Typically, combined sleeves are produced with partitions, where the wires are switched end-to-end.
Connection Features
The technology involves two options for crimping. This is a method of local indentation and continuous compression. Copper or aluminum wires are used for work. The sleeve must also be made of these materials. There are also elements made of copper-aluminum alloy.
Since aluminum cables are prone to the appearance of oxidative films on them, the sleeve must first be cleaned and treated with special lubricants. Copper wires are also pre-treated. The use of lubricants in the process reduces the risk of possible damage to the cores. The friction force is also noticeably reduced. Pressure testing is carried out using manual or hydraulic tools. In the latter case - with a figure press. It is usually used in large industries.
How it works? The two ends of the cable are crimped until they take a round shape. Next, the core is inserted into the sleeve until it stops. It is possible to connect not exactly end-to-end. But in this case, the cross-section of all cores does not exceed the bushing. In the case of local compression, contact directly depends on the depth of the pits. The latter can be measured with a caliper. If continuous compression is used, then check the cross-sectional area. Then, when the crimping of the wires is completed successfully, it is necessary to treat the outer layer with electrical tape or elbow cloth. Next, the wire and cable are carefully laid in the junction box.
Manual press pliers - how crimping occurs
When connecting wires using the crimping method, the electrical contact that is created between them is rightfully considered one of the most reliable. Manual press pliers for crimping PK-16 sleeves, produced by the KVT company, are a compact crimping tool that allows you to perform this work efficiently.
To perform crimping you must do the following:
- - strip the insulation from the wires that need to be connected;
- — the stripped wires are threaded into a sleeve, the diameter of which is equal to the sum of their sections (the sleeve must be made of the appropriate metal);
- — crimp using the above tool;
- — insulate the sleeve with electrical tape or heat-shrink tubing.
At first glance, the procedure is quite simple, but it is the use of the correct press tongs that is the most important nuance. Therefore, the choice of such a tool must be balanced and deliberate. After all, not everyone can squeeze ordinary hand press pliers with a force sufficient for high-quality crimping.
The model of manual press tongs that we will consider in this article are excellent for solving the problems described above. These are hand press pliers PK-16 from.
Types of connecting tubes
Crimping of wires can be carried out using connecting sleeves in several designs. The choice of connecting tube will depend on the electrochemical properties of the metal from which it is made and its interaction with the material of the wire.
There are several options for materials for the manufacture of sleeves:
- copper;
- tinned;
- combined universal;
- isolated.
Copper tubes (CM) are used for copper wires, the crimping of which cannot damage the protective layer due to its absence. The tubes cannot be used in aggressive environments.
Tinned sleeves (GML) are suitable for copper type cables used in aggressive conditions. The white protective layer covering the surface of the product fully copes with the main functions. The tubes are not suitable for working with aluminum wires due to possible contact of the protective layer, which is partially destroyed during compression, with aluminum.
Combined wire sleeves have a distinctive feature - their shape. The aluminum part is larger than the copper part. This is due to the resistance of aluminum, which exceeds the resistance of copper. During the crimping process using such tubes, wires are inserted on each side, taking into account the type of metal.
The last option for sleeves is insulated (GSI). They replace additional insulation with PVC tapes due to the presence of heat-shrinkable tubing. Their structure is similar to the structure of GML tubes, with the exception of a PVC layer that does not transmit electricity. The protective layer is quite plastic and reliable, indestructible even during the crimping process, taking the shape of a metal.
The process of crimping with sleeves
Crimping should be understood as a simple operation of connecting wires using special sleeves - tubes made of different types of metal. In this case, the sleeves play an important role as a connecting mechanism. The wires are placed into the body of the sleeve, after which the tube is crimped using a special tool. The result is a reliable and secure connection.
Compress the connecting sleeves in several places using heat shrink tube or PVC tape for insulation. In some cases, it may be appropriate to use insulated sleeves, which are discussed in more detail below.
Crimping of wires using metal tubes is advisable in cases where:
- It is necessary to connect the wires in areas with high load levels.
- If wires with a large cross-section need to be connected.
- It is impossible to use alternative connection options (at a height, in the absence of the required visibility, inside a junction box, etc.).
The crimping process has several positive aspects:
- The connection can be made without connecting to the mains using press jaws.
- The work does not require special skills or experience; anyone can handle it with their own hands, provided they have even the most primitive set of tools.
- You can work with a crimping tool in confined spaces with the ability to shorten wires to a minimum to increase installation density.
In addition, it is worth noting that crimping does not impose restrictions on the types of wires that must be connected, unlike welding.
What is the essence of the method?
Crimping is a method of connecting wires using special sleeves. Outwardly, they look like ordinary tubes and serve as a connecting mechanism.
The wire strands that are to be connected are inserted into the tube from two opposite ends, crimped with press pliers, and as a result, a strong and reliable electrical unit is obtained. The tube is compressed in two or three places, depending on its length and the cross-section of the switched conductors. The connected cores and the sleeve are jointly subjected to deformation. At this moment, the tube compresses and squeezes the conductive surfaces of the conductors. Due to this, the wires interlock with each other, which provides reliable electrical contact.
The junction is then isolated.
Most often, this method is used in situations where it is not possible to use another type of connection. For example, welding requires the presence of electricity so that the welding machine can be connected. When working in a small junction box, it is inconvenient to position the bolt connection, nut clamp or terminal block. And reaching up to the distribution box from the ceiling with a soldering iron is also not very convenient. It is in such cases that crimping wires using sleeves helps out.
The crimping method is most in demand:
- if it is necessary to connect wires in power lines with a high current load;
- for switching multi-core conductors;
- if it is necessary to connect large cross-section wires.
This is interesting: How to choose a cable channel for electrical wiring: let's look carefully
The essence of crimping
The use of standard connection methods can lead to fraying or destruction of stranded conductors. In this case, their functionality is limited. As a result, the fixation areas become very hot and burn out. Copper wiring oxidizes over time and loses its quality. Connection reliability suffers.
The sleeve prevents air from entering the clutch. The wire strands are placed into the tube from opposite ends, after which it is processed with press pliers. Crimping is carried out at 2–3 points. In these places, the materials being connected are deformed along with the tube. After crimping, the area is isolated.
Twist connection
The easiest way to connect wires is twisting. Previously, this was the most common method, especially when wiring in a residential building. Now, according to the PUE, connecting wires in this way is prohibited. The twist must be soldered, welded or crimped. However, these methods of connecting wires begin with twisting.
In order to perform high-quality twisting, the connected wires must be cleared of insulation to the required length. It ranges from 5 mm when connecting wires for headphones to 50 mm if it is necessary to connect wires with a cross-section of 2.5 mm². Thicker wires are usually not twisted together due to their high rigidity.
The wires are stripped with a sharp knife, insulation stripping pliers (ISR) or, after heating with a soldering iron or lighter, the insulation is easily removed with pliers or side cutters. For better contact, bare areas are cleaned with sandpaper. If the twist is supposed to be soldered, then it is better to tin the wires. Wires are tinned only with rosin and similar fluxes. This cannot be done with acid - it corrodes the wire and it begins to break at the soldering site. Even washing the soldering area in a soda solution doesn’t help. Acid vapors penetrate under the insulation and destroy the metal.
The stripped ends are folded parallel into one bundle. The ends are aligned together, the isolated part is held firmly with your hand, and the entire bundle is twisted with pliers. After this, the twist is soldered or welded.
If there is a need to connect the wires to increase the total length, then they are folded opposite each other. The cleaned areas are placed crosswise on top of each other, twisted together by hand and tightened tightly with two pliers.
You can only twist wire made of the same metal (copper with copper, and aluminum with aluminum) and of the same cross-section. Twisting wires of different sections will turn out uneven and will not provide good contact and mechanical strength. Even if it is soldered or crimped, these types of wire connections will not ensure good contact.
How to crimp wire lugs without tools
From the point of view of construction technology, crimping wires without the appropriate tool is prohibited, the only exception being rough installation to check the work performed. However, for any household work with low-current consumers, work without a crimping tool is allowed.
There are several methods for ending cords without tools:
- soldering using refractory high-temperature solders;
- “non-standard” crimping using cores, hammers, and notching the tip
Soldering tip
For soldering, you, of course, do not need serious and expensive press pliers/crimpers, but the following “household” repair tools should be present in your arsenal:
- Soldering iron (from 80 W)/blowtorch/gas burner.
- Soldering kit (fluxes/rosin, various types of solders).
- Heat shrink tubing and/or electrical tape.
- Basic knowledge and skills of working with a soldering iron.
The algorithm of actions is as follows:
- if you have a soldering iron/blowtorch, heat it up to operating temperature, if you don’t have one, turn on the burner on the kitchen stove;
- While the tool is heating up, we perform operations to remove the insulation from our cord (remove with a margin of 0.3–0.5 cm), making sure not to damage the cores;
- we put the thermal insulating braid on the cord and move it to a safe distance until we need it;
- degrease the cleaned area;
- degrease the tip;
- apply flux to the inside of the tip;
- Pre-cut the solder into small pieces so that it covers the inside of the tip by about half to a third;
- apply flux with a soldering iron to the stripped part of the cord, tin it (if there is no soldering iron, then skip this step);
- carefully, holding the tip with pliers so that the solder particles do not fall out of it, place it on the kitchen tile (if you don’t have a soldering iron) or heat it with a soldering iron/lamp/burner for several minutes until the solder inside becomes plastic and liquid;
- as soon as the solder is ready, quickly and carefully take the cord by the insulation and install it into the tip, while continuing to heat the tip, holding it with pliers, if there is an empty space between the tip and the solder does not come out, then add solder to these places until it will not begin to “crawl out”;
- then turn off the soldering iron/burner and give it a few minutes for the solder to completely harden;
- After hardening, we wrap 2-3 layers of electrical tape around the connection between the cable and the tip, move the thermal braiding, securing it at the edges with electrical tape.
Crimping using a core/hammer
This method has many disadvantages, the main one being insufficient pressure, which can lead to heating of such a connection. However, it is often practiced, especially in cases where the connection will not work with high-current devices.
This method requires a minimum of tools:
- Hammer.
- Kern (optional, but recommended).
- A small file for metal.
- Vise (optional, but recommended).
- Conductive paste (highly desirable).
- Insulation tape and/or heat shrink.
To finish with these tools, we do this:
- remove the insulation from the cord (margin 0.3–0.5 cm);
- make sure that the wires are not damaged;
- straighten all the wire strands, twist them slightly (half a turn, no more!);
- take the tip and make a small cut with a file (about 1/5 of the entire length of the tip) on the wire side;
- put on the heat shrink, move it 10–20 centimeters so that it does not interfere; degrease the cord;
- evenly apply conductive paste;
- we clamp the tip in a vice or place it so that it can be comfortably held with one hand;
- after which we completely install the wire into the tip;
- we take a core and a hammer and begin to strike the central part of the tip, which should be “compressed” (if there is no core, then you can use the thin part of the hammer);
- make 4–5 fixation points;
- turn the tip over and repeat the operation;
- check the connection for strength;
- We put heat shrink on the connection, heat it;
- ready, the connection is pressed!
Standard crimping errors
There are several typical mistakes that novice electricians or those who carry out the core crimping process themselves make. For example:
- The used sleeve has a cross-section smaller than the wire. There is never any need to reduce the cross-section of the cores and adjust it to the diameter of the sleeve. This leads to an increase in resistance and a decrease in throughput. Where there was a combination, the vein will heat up and collapse.
- Large size sleeve. If the socket is used with a large diameter, it will not bring a strong and reliable connection. Even if you bend the wire several times, this will not lead to good performance, since the mechanical strength will drop by almost half.
- Cutting the sleeve into several parts. When crimping a cable with a short length of exposed ends, it is inconvenient to work with pliers, and the contact area is reduced.
- Crimping should be carried out exclusively using press jaws. Special tools were invented for this joining method. Therefore, you should not use pliers or a hammer, as this can damage both the sleeve and the cable. To prevent this from happening, it is necessary to use a tool such as press pliers, as they greatly simplify the work of crimping cable connections.
That's all I wanted to tell you about how wires are crimped with sleeves. We hope the information provided was useful and interesting for you!
You probably don't know:
- Methods for connecting LED strip
- Which electrical tape is best for electrical wiring?
- How to find a junction box in a wall
MMA welding: features
Creating a permanent connection of stainless steel using simple electrodes is carried out in several stages. First, all rust and excess inclusions on the surface of the product are removed. If there are edges over 4 mm, the master will cut them with a file, which will ensure effective fusion of the part. If the product has thin dimensions, it is necessary to move the two edges of the workpiece tightly together. According to GOST 10052-75, OZL-8, TsL-11, and UONI brands are suitable for stainless steel. If you have information about the grade of metal according to GOST, you can select the required consumables.
Procedure:
- Workpieces with a width of more than 7 mm must be heated to 150 °C.
- After preparation, the finished tool is brought up and lightly struck at the site of the future seam several times. This way the welder activates the electric arc.
- The further operation takes place under the influence of the short arc effect. The welder slowly passes the entire section of the seam along the line with smooth zigzag movements.
- At the end you need to make a lock to prevent seams.
- After cooling, you can remove the slag and weld spots and then polish the seam.
To create a seam, corrosion-resistant and heat-resistant electrodes are required. Such electrodes include OZL-6 with characteristic heat resistance. ANO-27 rods are also beneficial for welding the necessary structures and parts. The seam perfectly withstands low temperatures.
Wire crimping: common mistakes
Many novice electricians or people who do not have information in the field of electrical installation often make a number of mistakes that affect the subsequent operation of the entire electrical circuit.
Pressure testing can be carried out using sleeves or tips
Installation errors:
- The sleeve cross-section is smaller than the cable cross-section;
- Sleeve of larger cross-section;
- Saving;
- Crimping without using pliers.
When purchasing crimps (sleeves), many do not take into account such an important factor as the cable cross-section. Therefore, after purchasing a crimp sleeve or sleeves, it turns out that its cross-section is smaller than the cross-section of the wire.
The main mistake that is made in this case is reducing the cross-sectional area of the cable, which is completely unacceptable. This is due to the fact that at the junction of the wires, resistance increases, which leads to heating of the wires during operation. And if a device with higher power is connected to this network, the wire may simply burn out and lead to a short circuit.
The use of sleeves with a large cross-section will not allow achieving high-quality and reliable contact
It is important to understand that with this connection, the mechanical strength also decreases
In order to save on connecting elements, many divide one sleeve into several parts, thereby increasing the resistance accordingly.
The rules stipulate that crimping of sleeves must be done only with a special tool in the form of press pliers. Therefore, a hammer or pliers are completely unsuitable for this job.
This is due to the fact that using a hammer can damage the sleeve, and compressing the sleeve with pliers is not enough for good contact.
Differences in wire crimping tubes by material
Connecting sleeves are divided into several types depending on the material of manufacture. The use of different types is due to the fact that, due to the electrochemical properties of metals, some react actively with each other, which leads to oxidation of the wires and their overheating under load.
Copper sleeves
The abbreviation GM indicates that the sleeve is made of high-quality copper. Used exclusively for connecting copper wiring. The surface of the GM is not covered with a protective shell, so it can only be used in non-aggressive environmental conditions.
Tinned sleeves
Tinned sleeves are used to connect copper wires intended for use in aggressive environments. These are the same copper sleeves, only their surface is coated with a special compound that forms a white protective shell. The abbreviation is as follows - GML.
The advantage of tinning is to protect the material from electrochemical corrosion, however, it is prohibited to use GML for aluminum wiring. This is due to the fact that during the compression process the protective layer is partially destroyed, which will result in direct contact between aluminum and copper.
Connecting tubes for cores made of different materials
The installation of electrical lines, as a rule, is not complete without the use and connection of cores made of different materials. For such purposes, special sleeves are used, which are considered combined and are called GAM. The design is simple, but its peculiarity lies in the use of different materials. Two parts of the tube are welded into one, one is made of aluminum and the other of copper. The middle, the junction is equipped with a special limiter. Thanks to it, equal input of the cores is ensured on both sides.
This variety differs in shape. This can be explained by the fact that the aluminum part of the tube has a larger diameter due to the need for a larger cross-section of the conductor.
The algorithm for crimping GAM is similar to the previous methods.
Classification by material of manufacture
One of the main parameters, depending on which wire sleeves are divided into different types, is the material of their manufacture. The need to use dissimilar sleeves is determined by differences in the electrochemical properties of the connected wires made of different metals. So, if an inappropriate sleeve is chosen to connect wires made of a certain metal, the place of the formed contact will oxidize, which over time will lead to a decrease in its reliability in terms of electrical conductivity.
The main types of sleeves for crimping electrical wires, depending on the material from which such tubes are made, are:
- copper sleeves;
- tinned connecting sleeves;
- combined;
- isolated.
Copper
A copper sleeve, which is marked GM, is needed for crimping wires also made of copper. Taking into account the fact that the copper sleeve does not have a protective coating, it can only be used to connect wires operated in a non-aggressive environment. If you neglect this requirement, the copper sleeve will quickly oxidize and cease to perform its functions.
Copper cable sleeves must be made from copper tubes of grades M1 or M2
Tinned
To connect electrical wires operated in an aggressive environment, tinned copper sleeves for crimping are used, which are marked GML. In order to protect the main material of their manufacture - copper - from electrochemical corrosion, GML sleeves are coated with a special compound.
This is explained by the fact that part of the protective coating of such a tube is destroyed when it is compressed, which will lead to contact between aluminum and copper and, accordingly, to the development of electrochemical corrosion.
Connecting sleeves type GML, made of electrical copper with a tin-bismuth protective coating
Combined
Quite often, when installing electrical networks, it becomes necessary to connect wires whose cores are made of different metals. To solve such problems, combined type sleeves have been specially developed and are successfully used. The design feature of such crimp tubes, which are marked GAM, is that one half of them is an aluminum connecting sleeve, and the second is made of copper. At the junction of two such tubes, which are connected to each other by welding, there is a special limiter. It is necessary in order to prevent contact of two dissimilar wires inside the sleeve itself.
Adapter cable sleeve aluminum-copper 16/10 sq. mm
Another design feature of combined crimp tubes is that the part of them, which is the aluminum connecting sleeve, has a larger diameter than the tube intended for copper cables. This design feature is explained by the fact that aluminum, when compared with copper, has greater electrical resistance, therefore the wire made from it, which will be connected to the same electrical network with a copper conductor, must have a larger diameter.
The crimping itself using combined sleeve clamps is performed according to the same algorithm as the procedure with sleeves of any other type. However, it is necessary to carefully ensure that dissimilar wires are inserted into a tube of the appropriate metal.
Isolated
Among the crimping tubes used for crimping electrical wires, the category of insulated connecting sleeves is distinguished. The use of the latter eliminates the need to perform additional insulation of the contact area formed with their help. In terms of their design, insulated sleeves are the same tinned copper tubes, the outer surface of which is covered with an insulating layer of fairly durable and at the same time plastic PVC. Due to the mechanical properties of such a protective layer, sleeves of this type can be successfully crimped without compromising their original characteristics.
Fully insulated connection sleeves
Insulated sleeves for hermetically sealed connection of SIP wire cores
How to connect wires using crimping sleeves correctly
A large variety of options for connecting wires have been invented - from simple twisting to the most complex welding machines. However, among this variety, there is no ideal method. When operating the electrical network at nominal or peak loads, you can find advantages and disadvantages in each method. Crimping using a sleeve is sometimes the only correct method.
Purpose, types of sleeves and crimping tools
To ensure contact between the connected conductors, special materials are used - sleeves. They are made from copper or aluminum tubes of various diameters according to the wires being fastened, so that electrochemical equality is maintained. Crimping is used in cases where it is necessary to withstand high current loads or when using other methods is problematic.
Table. Types of produced sleeves
| Name | Material | Description | |
| Copper | Aluminum | ||
| GM | + | — | Without protective coating, looks like pipe scraps |
| GML | + | — | The surface is subjected to electrochemical sputtering (tinning). This protection protects the surface from corrosion and oxidation. |
| GA | — | + | For joining cables made of aluminum |
| GAM | + | + | They are used specifically for connecting cores of various materials. Made from two tubes by friction welding |
| GSI | + | — | Made from tinned copper tubes with external insulation. During crimping, the protective layer is not damaged and the assembly does not require any more additional manipulations |
GML are not suitable for aluminum conductors. Metal deformations in the area where pressure is applied by the pliers cause damage to the tin coating; the conductors will come into contact with each other.
To install wiring with a cross-section of up to 120 mm², you will need manual ones, and above that, hydraulic press pliers. The professional tool is equipped with dies and punches designed for different diameters. The size is adjusted by turning the matrix or punch. When working with aluminum conductors, quartz-vaseline paste is used to remove the oxide film from the metal surface.
Features and rules for crimping wires
The crimping procedure is extremely simple: the exposed wires are tightly inserted into the tube and pressed with press pliers. If voids have formed between the wires, they must be filled with the remaining scraps of the appropriate length. Compression is carried out at at least two diametrically opposite points to obtain reliable contact. The conductors must not be twisted.
After the preparatory work, you can begin crimping. Sequencing:
- Strip the wires of insulation and connect them into a bundle.
- Place the lug and fill the voids with cable scraps.
- Clamp at the edges (force is applied while rotating the tool 180°).
- Trim the protruding edges of the cores.
- Use heat shrink tubing to insulate exposed parts.
- Twist the cables tightly and lay them down.
Advantages and disadvantages
Such a connection has high mechanical strength and resistance to tearing. But it is non-separable: if necessary, it cannot be disassembled to replace one of the conductors. During repairs, the old sleeve is cut out and replaced with a new one. Reducing the cable length may require an extension procedure. In general, this is the only drawback when installing electrical wiring using the crimping method.
The crimping method has the following advantages:
- Performed with hand tools that do not need to be connected to an electrical outlet. If there is no voltage during operation, this is the only way to make a quality connection.
- Using aluminum-copper lugs, dissimilar conductors are installed in one electrical unit.
- If welding or soldering requires special equipment and skills to work with it, then even an amateur can do the work with pliers.
- The crimping tool allows for commutation in confined spaces.
- Installation is carried out quickly.
- Operational maintenance is not carried out.
How to connect electrical wires by soldering
Connecting electrical wires by soldering is very reliable. You can solder untwisted wires, but such soldering will be fragile due to the fact that the solder is a very soft metal. In addition, it is very difficult to lay two conductors parallel to each other, especially when suspended. And if you solder on some kind of base, the rosin will stick the soldering area to it.
A layer of rosin is applied to the pre-tinned and twisted conductors with a soldering iron. If another flux is used, it is applied in the appropriate manner. The power of the soldering iron is selected based on the cross-section of the wire - from 15 W when soldering headphones to 100 W when soldering twisted wires with a cross-section of 2.5 mm². After applying the flux, tin is applied to the twist with a soldering iron and heated until the solder completely melts and flows into the twist.
After the soldering has cooled, it is insulated with electrical tape or a piece of heat-shrinkable tubing is put on it and heated with a hairdryer, lighter or soldering iron.
When using a lighter or soldering iron, be careful not to overheat the heat shrink.
This method reliably connects wires, but is only suitable for thin wires, no more than 0.5 mm², or flexible ones up to 2.5 mm².
Instructions for crimping
Proper selection of metal tubes is required to maintain electromechanical coupling.
Preparation
Preparation for crimping involves the following actions:
- Selection of appropriate sleeves and dies for press jaws.
- Removing the insulating sheath from the wire by 2–3 cm (no more than the length of the sleeve itself).
- Cleaning bare areas with fine-grain sandpaper.
- Treatment of aluminum cores with quartz-vaseline paste. It will protect the metal from damage and oxidation.
Preparation for crimping involves selecting appropriate sleeves.
Copper wires do not need to be lubricated.
Crimping process step by step
The procedure is performed according to the following instructions:
- If the crimping is one-sided, then the conductors are placed inside the tube parallel to each other. In double-sided processing, the cores are inserted into the sleeve from opposite sides. You cannot twist them together.
- The connection is processed using press tongs using local indentation.
After completing the procedure, the clutch area is wiped with a solvent (for degreasing).
Crimping of wires with GSI sleeves
Wire insulation
Insulation requires electrical tape or heat shrink. The second one is better. The tube is placed on one of the wires before crimping. After the connection is formed, it is moved to the desired area and heated with a construction hairdryer. After cooling, the heat shrink shrinks and tightens around the joint, making it resistant to external negative influences.
Heat shrink is used to insulate the wires.
Terminal block connection
A development of the bolted connection is the terminal connection. Terminal blocks come in two types - with a rectangular pressure washer and with a round one. When using a terminal block with a pressure washer, the insulation is removed to a length equal to half the width of the terminal block. The bolt is released, the wire is slipped under the washer and the bolt is clamped again. On one side, you can connect only two wires, preferably of the same cross-section and only flexible or only single-core.
Connecting to a terminal block with a round washer is no different from using a bolted connection.
The connection of the wires is reliable, but cumbersome. When connecting wires with a cross-section of more than 16 mm², the connection is unreliable or the use of lugs is necessary.
Bolted connection of cables and wires using a special clamp (“nut”)
In my practice, there have been cases when it is necessary to connect wires made of different materials (copper and aluminum). Here you simply cannot do without a bolt with a nut and a washer, with the help of which current flows through the conductor without any problems. The main thing here is to thoroughly tighten the bolted connection with a wrench for better contact. However, this must be done without fanaticism, otherwise you can ruin the whole thing in the bud by breaking a key or bolt.
Also, in this case, the so-called “walnut” can be very useful, but not a walnut, but a metal one. This is a clamp that also needs to be pulled through, only with a screwdriver, having previously inserted the exposed wires into special grooves.
How to connect wires by crimping
Another way to connect wires is crimping. This is a method in which a copper or aluminum sleeve is placed on the wires or cables to be connected, and then crimped with a special crimper. For thin sleeves, a manual crimper is used, and for thick ones, a hydraulic one is used. This method can even connect copper and aluminum wires, which is unacceptable with a bolted connection.
To connect using this method, the cable is stripped to a length greater than the length of the sleeve, so that after putting on the sleeve, the wire sticks out 10–15 mm. If thin conductors are connected by crimping, then twisting can be done first. If the cable has a large cross-section, then, on the contrary, in the stripped areas it is necessary to align the wire, fold all the cables together and give them a round shape. Depending on local conditions, the cables can be folded with the ends in one direction or in the opposite direction. This does not affect the reliability of the connection.
A sleeve is tightly placed on the prepared cables or, when laid in opposite directions, the wires are inserted into the sleeve from both sides. If there is still free space in the sleeve, it is filled with pieces of copper or aluminum wire. And if the cables do not fit in the sleeve, then a few wires (5–7%) can be cut off with side cutters. If you do not have a sleeve of the required size, you can take a cable lug by sawing off a flat part from it.
The sleeve is pressed 2–3 times along its length. The crimping points should not be located at the edges of the sleeve. It is necessary to retreat 7–10 mm from them so as not to crush the wire during crimping.
The advantage of this method is that it allows you to connect wires of different sections and from different materials, which is difficult with other connection methods.
How to connect wires using crimping sleeves correctly
A large variety of options for connecting wires have been invented - from simple twisting to the most complex welding machines. However, among this variety, there is no ideal method. When operating the electrical network at nominal or peak loads, you can find advantages and disadvantages in each method. Crimping using a sleeve is sometimes the only correct method.
Purpose, types of sleeves and crimping tools
To ensure contact between the connected conductors, special materials are used - sleeves. They are made from copper or aluminum tubes of various diameters according to the wires being fastened, so that electrochemical equality is maintained. Crimping is used in cases where it is necessary to withstand high current loads or when using other methods is problematic.
Table. Types of produced sleeves
| Name | Material | Description | |
| Copper | Aluminum | ||
| GM | + | — | Without protective coating, looks like pipe scraps |
| GML | + | — | The surface is subjected to electrochemical sputtering (tinning). This protection protects the surface from corrosion and oxidation. |
| GA | — | + | For joining cables made of aluminum |
| GAM | + | + | They are used specifically for connecting cores of various materials. Made from two tubes by friction welding |
| GSI | + | — | Made from tinned copper tubes with external insulation. During crimping, the protective layer is not damaged and the assembly does not require any more additional manipulations |
GML are not suitable for aluminum conductors. Metal deformations in the area where pressure is applied by the pliers cause damage to the tin coating; the conductors will come into contact with each other.
To install wiring with a cross-section of up to 120 mm², you will need manual ones, and above that, hydraulic press pliers. The professional tool is equipped with dies and punches designed for different diameters. The size is adjusted by turning the matrix or punch. When working with aluminum conductors, quartz-vaseline paste is used to remove the oxide film from the metal surface.
Features and rules for crimping wires
The crimping procedure is extremely simple: the exposed wires are tightly inserted into the tube and pressed with press pliers. If voids have formed between the wires, they must be filled with the remaining scraps of the appropriate length. Compression is carried out at at least two diametrically opposite points to obtain reliable contact. The conductors must not be twisted.
After the preparatory work, you can begin crimping. Sequencing:
- Strip the wires of insulation and connect them into a bundle.
- Place the lug and fill the voids with cable scraps.
- Clamp at the edges (force is applied while rotating the tool 180°).
- Trim the protruding edges of the cores.
- Use heat shrink tubing to insulate exposed parts.
- Twist the cables tightly and lay them down.
Advantages and disadvantages
Such a connection has high mechanical strength and resistance to tearing. But it is non-separable: if necessary, it cannot be disassembled to replace one of the conductors. During repairs, the old sleeve is cut out and replaced with a new one. Reducing the cable length may require an extension procedure. In general, this is the only drawback when installing electrical wiring using the crimping method.
The crimping method has the following advantages:
- Performed with hand tools that do not need to be connected to an electrical outlet. If there is no voltage during operation, this is the only way to make a quality connection.
- Using aluminum-copper lugs, dissimilar conductors are installed in one electrical unit.
- If welding or soldering requires special equipment and skills to work with it, then even an amateur can do the work with pliers.
- The crimping tool allows for commutation in confined spaces.
- Installation is carried out quickly.
- Operational maintenance is not carried out.
Preparation for crimping
To crimp using a cable lug, you need to prepare the wire. See the table below for how to do this.
| Photo | Action |
| Measure the depth of the shank, add 5 mm and make a mark on the cable | |
| Clean the conductors from the insulating layer, check that the edge is smooth | |
| Degrease the wire and put a tip on it, the wires should fit tightly inside the shank |
Procedure for crimping cable lugs and sleeves
For crimping thick-walled tips and sleeves, it is best to use a hydraulic press. The press set initially includes universal dies for any tips and wires.
Under no circumstances use a tool not intended for crimping (hammer, chisel, etc.). A contact pressed in this way will not last long, especially if it constantly experiences heavy loads.
The next question that arises for an ignorant user is: how many times should I press the tip with a press? Once, twice or three times?
This depends on 2 parameters - the length of the tip and the width of the matrix.
In the operating instructions for the press that comes with the tool, there is a sign indicating the required number of crimps. Please note that this table is intended for tips and sleeves made in accordance with GOST.
Insert the tip into the press so that the matrix cross-section markings (35-50-70, etc.) are imprinted on the front side of the tip, and not on the side or bottom.
- do the first crimp test closer to the blade (where the bolt is inserted);
- Perform the following crimps in order, moving from the blade to the tail of the tip.
The same rules apply for connecting sleeves.
This must be done in this sequence, because with each press the tip tends to lengthen (sometimes up to ten percent!).
And if you start pressing from the end (not from the blade), during the last crimp, there is a high probability that you will have a void at the end of the sleeve. And you will not achieve the contact that was necessary. First of all, this applies to all aluminum products. For copper this is not yet so critical.
When crimping from the side of the blade, the tip will seem to fit onto the core, tightening the connection more and more. The insulated tips even have special digital markings that indicate the pressing order.
The crimping ends at the moment when the matrices close together. If you need to perform two or three crimps, step back 2-3 mm from the previous crimping point and continue crimping.
When crimping, the formation of a small flash is acceptable. It can be removed or filed off. A very common mistake is the formation of large “ears” on the tip. This results from an incorrect choice of matrix.
If such “ears” do appear, you should not cut them down to the base of the sleeve. Otherwise, a gap may form in the ferrule and the crimp contact will weaken. After the tip is crimped, it is advisable to insulate the area between where the shank ends and the remaining uninsulated part of the core. It is best to use heat-shrinkable tubing for this.
Crimping solid wires
Many people often wonder whether it is possible to crimp solid wires? Yes, of course, it is not prohibited to do this, you just need to use the appropriate tool for this. Ordinary crimpers are no longer suitable here, since they are designed for less force required when compressing a monocore. You will have to purchase specially designed press pliers PK-16u or PK-35u for this.
This is a universal tool and can also be used for crimping stranded wires.
In order for the compression on the monocore to be high-quality and there is no play inside the sleeve, the basic rule here is to choose a sleeve or tip one size smaller than the cross-section of the wire being pressed. These pliers are also convenient for pressing several conductors simultaneously in one sleeve. This is done, for example, when making connections in junction boxes.
Five rules of crimping
To summarize the above, if you want to get high-quality and durable crimping, you need to adhere to five rules:
- Choose the right tip based on material and size.
- Properly clean the vein.
- Use a specialized tool. Crimping with a chisel is prohibited!
- Select the required matrix.
- Follow the crimping sequence.
Advantages and disadvantages
There are many positive aspects to crimping:
- The tool used to make this connection is hand-held and does not require electricity to operate. In cases where you have to work in a room where there is no voltage, crimping is the only high-quality connection method.
- Using crimping tubes, you can connect conductors from different metals, which is a solution to the eternal problem of switching copper and aluminum conductors in one electrical unit.
- If welding requires a specialist capable of performing welding work, and when soldering it is necessary to be able to use a soldering iron, then anyone can do crimping; you just need to try the press pliers in action once.
- Using a special crimping tool, it is possible to make connections in any, even limited spaces. It is especially convenient when connecting wires in a socket box or box.
- Crimping with press pliers and sleeves allows you to shorten the connected sections of wires to a minimum.
- Due to mechanical force, the most durable contact connection is created.
- As a result of crimping, a permanent connection is obtained that can withstand heavy physical stress when breaking.
- Installation speed is minimal, connection quality is maximum.
- This contact does not require any maintenance.
The one-piece type of crimping is in some way a disadvantage, that is, if necessary, it is impossible to unscrew the connection and replace one of the conductors. The sleeve can only be cut out.
How to connect wires by crimping in a junction box
In distribution boxes, the most common task is to route a 2.5 mm2 line into several directions. If copper wires are used, then the connection requires sleeves for crimping copper wires and special press pliers.
Let's look at how to crimp wires with sleeves in a distribution box; for example, let's branch the cable in the distribution box in three directions.
First, the insulation from the wires is cleared to a length corresponding to the length of the sleeve. The stripped ends of the wire are inserted into the sleeve very tightly so that there are no voids.
If they. However, it turned out that often when connecting three or more wires, it is necessary to “stuff” them with pieces of cores of the same wire, the length corresponding to the length of the sleeve.
I would like to draw your attention to one very important point. If you compress several conductors into one sleeve, with a standard cross-section of wires and sleeves it will not be possible to pack the sleeve tightly; there are always voids left in it and these voids must be filled
To do this, you need to “finish off” the sleeve with several more pieces of the same wire. This will allow you to create high-quality and reliable contact at the crimping site.
Crimping of wires is carried out using two or three presses in different directions (to do this, the press pliers just need to be turned 180 degrees).
It is especially important to remember that the wires must not be twisted before connecting with a sleeve. For the specified brand of wire, when connecting four branches, another sealing piece of wire and a sleeve with a cross-section of 2.5 mm2 are required
When the sleeves are put on and tightly finished off with pieces of wire, you can begin crimping. For this I use hand press pliers PK-16.
In order for the sleeve to be securely pressed, we do two presses along the edges of the sleeve (at the beginning and at the base). We do presses in opposite directions.
Crimping of wires is performed using GLM-10 sleeves. During operation, the working area of the pliers must correspond to the size of the sleeve.
The photo clearly shows that the sleeve is compressed with two opposite presses. This allows you to improve the quality of contact at the junction.
The ends of the wires extending outward are cut with pliers to fit the edge of the sleeve.
The entire connection is insulated with a heat-shrinkable tube, the length of which is selected so that it extends 1 cm beyond the outer cut of the sleeve and extends onto the insulation by 1.5 cm. If you don't have heat shrink tubing, you can use electrical tape.
We heat the heat-shrinkable tube placed on the sleeves using a hairdryer. After compressing the tube, the connection points are reliably insulated.
After insulation, carefully lay the wires in the junction box and close the lid. All our wiring connections are done.
The main mistakes in the core crimping process
Independent installation of sleeves on wires, even with repeated operations, can become unsuccessful due to mistakes made. The most common ones are below:
- Cutting connecting tubes. During the crimping process, it may seem that the length of the sleeve is too long and that cutting will not spoil the result. Wanting to get four or even six cartridges out of two, inexperienced craftsmen do not notice how they are worsening the result. Reducing the length of the section for fastening the cores leads to a decrease in the contact strength.
- Selecting a tube of the wrong diameter. A sleeve that is too large will complicate the electrical installation process and will only be appropriate when working with copper conductors that can be bent at the end and inserted in this form into the hole. Aluminum wires cannot be bent, they will simply break. A sleeve that is too narrow may lead to the idea of grinding the wires to fit into the cavity. It is highly not recommended to do this, since it is precisely such manipulations that, as a result of reducing the cross-section in the area, can subsequently cause ignition.
Dimensions and design of sleeves
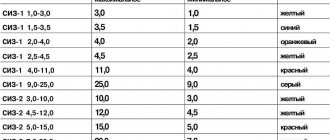
All types of sleeves have their own standard sizes and are used with the appropriate wire cross-section. For clarity, you can consider the table showing the characteristics of GML.
As for the design of the tubes, they may have a partition inside. It helps connect wires end to end. The partition is located in the middle of the tube and serves as a limiter for the wire. The inserted cable will only go in on both sides to a certain depth.
Through sleeves are represented by a regular tube, without any jumpers or other technical barriers.
Recommendations for crimp testing
If difficulties arise in selecting a sleeve that is ideally suited for the wires in size, it is better to opt for a tube slightly larger than required. In this case, the void can be filled by cutting bare wire with a slightly shorter length than the sleeve. Compaction in this way will improve the quality of the crimp.
Extending the wire using crimping should imply that the connection joint is located exactly in the center of the tube.
When isolating the joint, the connecting tape must extend beyond the edges of the sleeve by at least 10 mm. If multi-core wires are connected to each other or it is necessary to splice different numbers of them on both sides, then the correct solution would be insulated type connecting sleeves.
In conclusion, we note that crimping as a process is not difficult if you act consistently, use a special tool and suitable sleeves. One way or another, you need to remember that we are talking about a permanent connection, so you will need a wiring diagram. Having a plan at hand will help you avoid mistakes during the work.
Soldering twists
In this matter, some experience is required, since not every electrician is able to irradiate the connection efficiently. I was convinced of this myself when my first twist, connected in a similar way, came apart during testing, making me burn with shame. However, as they say, everything is for the better! For soldering, they usually use rosin or fat (neutral), the soldering iron itself, tin and a special stand so as not to inadvertently damage, for example, a kitchen table with a hot tool.
Having tinned the junction of the wires with rosin, it is necessary to pick up a small amount of solder with the tip of the soldering iron and process the twist with it. This process must be repeated until the joint is completely and evenly filled with alloy. After this, I usually smooth out the twist with sandpaper to remove any protruding sharp edges and isolate the joint.