Cable cutting
There are a large number of tools on the market from different manufacturers. But experts give primacy to special pullers. A puller is a special device for quickly and easily removing insulating layers. In this case, the cores of the power cable are not damaged.
The cutting of the power cable must be treated very responsibly and scrupulously (so that there is no deformation of the cores), since this structure consists of many layers. Otherwise, it may start to overheat. This process uses two pullers. Each of them is designed for its own task. The first removes the outer insulation. The second is used to clean the core itself. Each tool has interchangeable blades. It is also possible to choose the depth of the slot.
Test technology
Regardless of the type of cable, tests must be carried out without fail. During the process, all characteristics and properties are checked for compliance with standards. Previously, such tests involved passing a current whose strength was several times greater than the rated value (about 6 times).
This method was discarded because during the verification process the power lines' performance decreased due to too high voltage. Especially those that have been in use for a long time and have poor insulation.
Currently, a different technology is used for testing. It is also called “gentle”. This method uses a voltage that is only 3 times higher than the nominal voltage. But the current frequency is 0.1 Hz. Space charges are not generated during such tests. Thanks to this, there is no negative impact on the insulating layers.
Production technology
People have long known that cross-linked polyethylene is an excellent insulating material. But the full potential of this insulator was revealed only recently, since the technology used in wire production was greatly underdeveloped.
Conventional thermoplastic polyethylene has many shortcomings and disadvantages when used in cable production. The critical temperature is +85 degrees. At +85, it begins to melt and change its shape. The insulating properties are sharply reduced.
Cross-linked polyethylene does not begin to deform even at +135 degrees. Thermite “cross-linking” in this industry actually means vulcanization, which is heating to the maximum temperature for the material. The structure contains connections at the molecular level. A mesh is formed, due to which the material has thermal stability, increased strength, and also increased electrical insulation characteristics.
PEX pipes with enhanced strength and heat resistance.
PEX-C and PEX-B pipes are used for heating and water supply
, but since the material has a heterogeneous structure, there are some limitations associated with the ductility and strength of the material.
But PEX-A pipes retain their thermophysical and strength properties at short-term peak temperatures from -100 to +100 degrees Celsius. In addition, cross-linked polyethylene PEX-A has shape memory. This means that having experienced one or another load, the material restores its original shape. Ordinary polyethylene is not heat-resistant and is a collection of long hydrocarbon molecules that are not connected to each other in any way. In order for the material to withstand high temperatures, it must be sewn. Cross-linking is the formation of longitudinal-transverse bonds between polyethylene chains - due to the interaction of carbon and hydrogen atoms of neighboring molecules. The relative number of cross-links formed per unit volume of polyethylene is determined by the “degree of cross-linking” indicator. PEX-A is one of the oldest methods of cross-linking polyethylene. The production of peroxide cross-linked polyethylene is quite complex and expensive, but we control it. The difficult production of such pipes using the Engel method, the so-called RAM extrusion, was mastered in the 80-90s by such well-known companies as Rehau and Uponor. Later, research centers began developing PEX-b and PEX-c pipes. The motivation for such attempts was obvious - the production technology of at least PEX-b pipes is much simpler and is based on the use of conventional extrusion lines. All these attempts were either completely unsuccessful, or the resulting pipes did not meet the requirements of regulatory documents in terms of their characteristics. In addition, despite the apparent simplicity of producing pipes from PEX-L, to achieve the required degree of cross-linking, bulky and expensive steaming chambers are required, which significantly complicates and increases the cost of the production process. Despite this, the production of PEX-b pipes has recently increased. This activity is caused by the great success of using flexible polymer pipes. Related to this are attempts by unscrupulous manufacturers to supply consumers with “unfinished” pipes with an offer to complete the crosslinking during operation. Let us remind you that cross-linking of PEX-b occurs under the influence of water and/or water vapor. It begins already during the pipe production process - in cooling baths - and continues during its storage and transportation (the speed of the crosslinking process depends on the temperature and humidity of the air, in other words, on the weather). At this moment, cross-links are formed between linear polyethylene molecules, the polymer is structured and acquires new properties
Taking into account that a number of potential manufacturers of PEX-b pipes do not provide any control over the cross-linking coefficient at all (it is assumed that the pipe must be cross-linked with a coolant at the beginning of operation), the actual value of the working pressure of the pipes in this case may be significantly lower than the calculated one. Understanding that the use of insufficiently reliable PEX-b pipes with an incomplete degree of cross-linking may become a time bomb in the near future. The German standardization body (DIN) sent a letter to the European Committee for Standardization (CEN/TC 107) regarding the prohibition of the use of PEX-b pipes in heat distribution networks in the European Union
And another important detail: in PEX-b pipes the crosslinking process never stops. This means that pipes are constantly changing their characteristics, over time the pipe loses elasticity, the walls of the pipe gradually shrink, the tightness of mechanical connections is lost. It is this process that is responsible for the fact that the fittings need to be “tightened” from time to time.
Types of insulating materials XLPE
Cross-linked polyethylene can be produced using different technologies with changes in temperature, pressure of the reaction taking place, as well as accompanying substances. In this case, materials are obtained that differ slightly in their properties. The electrical insulation industry uses:
- PEXb is polyethylene, “cross-linked” using the chemical silane (or silanol) method. In its production, hydrogen silica substances are used, which, with an increase in temperature to 80-90 C, participate in hydrolysis, connecting the side branches of polymer macromolecules. A relatively cheap method, it gives about 65% cross-linking. It was very common at the initial stage of using polyethylene as cable insulation, but it gave an uneven distribution of properties throughout the entire volume.
- PEXa “crosslinks” in the presence of hydrogen peroxide, which is why it is called “peroxide”, when the temperature rises to 400 C and the pressure is 8-9 atm. This method of modifying polyethylene is more complex and expensive, but it gives up to 80% of cross-linked molecules and a relatively uniform distribution of indicators over the volume of the material. It is most widely used as high-voltage insulation of large thickness.
ATTENTION! At the moment, PEXb insulation is only permitted for cables rated for voltages not exceeding 1 kV. At higher voltages, it has lower electrical resistance, often breaks down and quickly becomes unusable.
To insulate wires of 10-35 kV or more, only PEXa material is used!
Basic properties
The properties of cross-linked polyethylene come from the capabilities of its polymer base and the characteristics of its molecular structure.
Structure
Ordinary polyethylene consists of large molecules with many free branches, freely “floating” in space. That is why, despite many positive properties, it is still a rather soft material with a relatively low melting point. The creators of cross-linked polyethylene were able to eliminate this drawback by strengthening the structure of the material while maintaining its positive characteristics.
Cross-linked polyethylene has a wide-cell network structure of molecular bonds. It is formed by the appearance in the molecular structure of the polymer, along with longitudinal connections, also of transverse ones in the form of chains of hydrogen atoms, uniting the molecules into a three-dimensional network. The individual strands of polyethylene produced by the polymerization reaction are tightly bound together. Such a “fabric” has a much higher molecular density and a higher specific gravity, and is also much stronger than its “fibrous” counterpart in both mechanical and physico-chemical senses.
Specifications
In addition to high density and strength, cross-linked polyethylene has a number of original properties, thanks to which polyethylene products have been introduced into almost all areas of modern human activity. Cross-linking the molecules gave him:
- The main thing is to increase the melting temperature. The modified polymer softens at temperatures above 150 0C, melts at 200 0C and burns at 400 0C with decomposition into water and carbon dioxide.
- With cross-linking, stiffness and tensile strength increased while the elongation at break decreased.
- This material does not change properties with a sharp change in environmental conditions, which is similar even to such durable metals as steel.
- Its resistance to chemical reagents and biological destroyers is very high,
- Compared to simple polyethylene, cross-linked polyethylene has a higher hydro- and vapor barrier,
- The possibility of “shape memory” has emerged, in which the polymer changes its property of plasticity to elasticity.
Flaws
Significant disadvantages of cross-linked polyethylene are the following properties:
- As with other ethylene polymers, it begins to slowly degrade when exposed to sunlight.
- The negative effect of oxygen when it penetrates into the structure of the material.
Both disadvantages can be eliminated by covering the products with protective shells made of other materials or by applying a layer of paint.
How it is produced
In the production of power cables (PC) all over the world, two technologies are used.
The stitching technology is:
- chemical;
- radiation.
The chemical method is divided into two types of production, depending on the reagents that are used in chemical reactions: these are peroxides and silanes.
Peroxides placed in an environment of neutral gases, in combination with a certain pressure and a given temperature, produce a crosslinking effect. It spreads throughout the entire thickness and has no air inclusions. The peroxide method is used to produce cables designed for medium and high voltage.
Important! Before testing, products made with peroxides must be kept for a sufficient time to allow methane to escape from the insulation after cross-linking. Exposure is carried out at a temperature of 800C, under pressure
Silanes are active surface substances (organic silicon compounds), they stably bind the organic matrix and inorganic fillers. This is a cheaper method in which the insulation is applied to the core in silicic acid. The silane method is used to produce cables operating at low and medium voltages.
Radiation technology, although more efficient, is used for the manufacture of cables for special operating conditions due to residual radiation. It is performed by irradiating polyethylene with hard gamma rays.
Stitching methods
Interesting. The catalyst used in peroxide technology (dicumyl peroxide) has a strong, special odor. It appears when there is an attempt to mechanically destroy the insulation. Insects and rodents do not tolerate it, which is a good defense against attacks from gnawing animals.
Pros and cons of the peroxide method
Cables with XLPE insulation began to be put into operation since the middle of the last century. The Japanese were pioneers in this. Today, such products designed for medium voltage account for 80 to 95% of the total volume in the USA, Canada, Denmark and Germany. Japan, France, Sweden and Finland brought this figure closer to 100%. Russian manufacturers of energy products have also set a course for producing such reliable conductors.
Application specifics and product classes
Cables in a protective insulating sheath made of XLPE are usually used in linear electrical networks when it is necessary:
- Ensure the transmission of large electrical power over remote distances with a high degree of reliability;
- Develop a route laid in areas with significant differences in elevation;
- Fulfill the specified requirements for the degree of environmental protection and fire safety of the laying route.
Depending on their purpose and conditions of use, cables with XLPE are divided into a number of classes, and this classification is carried out taking into account the number of cores in each specific product. Thus, single-core cable products, the generally accepted markings of which are “PvP” and “APvP”, are recommended for use when laying in the ground. Its suspension in the air and placement in special open boxes are allowed only if additional protective measures are taken to protect the line from fire.
Note! All products of the same brands, but having the indices “g” and “2g” in the designation, can be laid both in the ground and in water, subject to special protective measures to prevent their deformation. In turn, samples of cable products bearing the designations “PvPu” and “APvPu” are intended specifically for use in complex sections of cable lines containing:
In turn, samples of cable products bearing the designations “PvPu” and “APvPu” are intended specifically for use in complex sections of cable lines containing:
- More than four bends with a rotation angle of over 30 degrees;
- Sections of the route with straight spans, having more than four cable transitions laid in pipes over 20 meters in length;
- The same, but if there are more than two pipe passages with a total length of 40 meters or more.
Cable products of such well-known brands as “(A) PvVng-LS” and “(A) PvPng-HF” are intended for so-called “group” installation in air environments and cable ducts indoors.
PvPng-HF cable
Moreover, depending on the modification and class of each specific model, they are intended for operation in various conditions of smoke (smoke density), exposure to inert gases and overvoltage levels.
Design Features
Execution options
Power cables in polyethylene protective insulation are intended for use in lines with effective voltages of 10-35 kV (in networks with various types of grounding). In terms of their design, as well as their inherent properties, these products comply with generally accepted standards and requirements in Russia.
These include TU 3530-001-42747015-2005, operating in conjunction with technical recommendations IEC 60502-2.
The specific design of XLPE cables is manifested in the following main points:
- These products can be produced in both single-core and more complex - three-core versions;
- To obtain the required number of lines, three single-core cables are tightly twisted and placed in one common insulation;
- The second of these designs involves the production of a finished three-core cable with a common metallized screen in an outer armored sheath.
Types of XLPE cables
Additional Information. Of these two options, preference is most often given to the first (single-core design), since in this case there is a gain in technical indicators and protective properties.
Their design features also include:
- The presence of special sealing elements that create a reliable obstacle to the spread of moisture along the conductor, as well as in the area of the metal sheath;
- The presence in it of a well-protected screen, woven on the basis of copper wires and having sections specified in the standards;
- The long service life of these products, subject to the rules of operation and storage, is at least 30 years.
Device
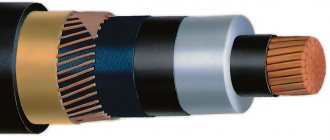
A design option for a typical single-core cable designed for 10-35 kV can be found in the figure below.
Single-core cable device
It includes the following mandatory elements:
- An aluminum and sometimes copper conductor of round shape, consisting of a large number of compacted wires (1);
- Special screen semiconducting layer made of XLPE (2);
- Cable insulating sheath (3);
- Semiconductive screen insulation (4);
- A separate layer of electrically conductive paper (5);
- Shell-screen made of copper wires, on top of which a tape of the same material is applied (6);
- Intermediate separating layer made of fabric with rubber (7);
- Polymer based tape (8);
- Outer polyethylene shell with increased strength properties (9).
Let us add to this that the standardized thickness of cable insulation depends on the magnitude of the operating voltages for which products of this class are designed. As a rule, it is indicated in the specifications for the manufactured product.
What are the advantages of cross-linked polyethylene insulation?
Cross-linked PE is polyethylene with improved characteristics. Its use as insulation also makes it possible to give it better properties. The advantages of XLPE insulation over other types include the following:
- Resistance to higher temperatures (maximum reaches 90 °C).
- Permissible temperature in emergency mode, gr. C – 130.
- Maximum permissible core temperature during short circuit current flow, gr. C - 250.
- Higher throughput than oil-impregnated paper - 1.3-1.5 times higher, which is due to a higher long-term permissible temperature (90 °C
- Environmental safety due to the absence of liquid inclusions, which allows you to maintain a clean environment.
- Absence of aluminum and lead shells, which reduces weight, diameter and bending radius (simplifies installation).
- Large construction length, which can reach 2000-4000 m.
- Low hygroscopicity, ensuring dielectric stability.
It is equally important that the XLPE cable usually has a single-core design, which simplifies installation and installation even in the most difficult operating conditions. It can be operated at temperatures down to -20 °C (without preheating). Thanks to these advantages, XLPE cable was recognized as a product with the best electrical and mechanical properties, as well as the longest service life among other commercially produced cable types, reaching 30 years without loss of quality. (Life time).
Technical characteristics of XLPE cables
The letter abbreviation of the conductors indicates their brand, device and design options. It includes indices that describe the composition of the materials from which they are made:
- lived;
- core insulation;
- shell.
The numbers indicate the number of cores, cross-section and rated voltage (kV).
Table of letter markings of XLPE cables
An example of such markings, designation and decoding can be seen by referring to the picture below.
Labeling example
Technical characteristics for any brand of product can be viewed in the tables. When considering, it is necessary to take into account the category of networks (according to IEC 60183).
For your information. The tables take into account the minimum cross-sections of the screen, selected according to the values of short-circuit currents (short circuits). As the screen cross-section increases, it is necessary to make allowances for long-term permissible currents; their value decreases.
Technical characteristics of conductors for voltages 6-10 kV
Features of cable route grounding
The outer coating of XLPE conductors is made of semiconducting material. This is necessary to look for damage to the shell. However, this fact creates some difficulties when grounding.
If both ends of the cable are connected to the ground, then when current flows through it, an emf is induced on the outer shell. The result is a current circulating between the ground and the semiconducting shell. This leads to unnecessary and unwanted losses of active energy. The problem is solved by dividing the line into 3 sections and transposing sections of the semiconducting shell. For this purpose, special transposition couplings are produced, which allow removal from the shell using a separate high-voltage wire.
Transposition coupling 110 kW
Another method of grounding the screen is practiced - connecting from one end. In this case, an excessively high voltage is induced at the remaining free end of the cable. This requires the connection of arresters or surge arresters (SPDs). They are recommended for use at 6 kV. Before testing the line, all surge arresters will have to be turned off, which is extremely inconvenient on long routes.
Features of connection by type of grounding
Operation of XLPE cable products is possible under the following conditions:
- Connecting them to the network according to a circuit with an isolated neutral;
- The same, but with a grounded neutral (GN);
- Operation under conditions of a ground fault of one of the phases (FZ).
Let's consider under what conditions each of the above inclusions is allowed:
- Firstly, if there is a threat of prolonged exposure to extreme overvoltages on the insulation, the cable can be operated only with an automatic shutdown system in the OZZ mode;
- Secondly, in the absence of a protective shutdown, the possibility of insulation breakdown in certain areas cannot be ruled out, with the need for their further repair or replacement;
- Thirdly, the most favorable conditions for the operation of cable products with XLPE are connection according to the circuit with ZN.
Important! The last condition presupposes the presence of relay protection systems that trip during a ground fault. The resistor used in such circuits must have a nominal value, which is usually selected from the following considerations:
The current flowing through it (at the ground fault point) must not exceed the value of the phase leakage of the most powerful of all cable connections
The resistor used in such circuits must have a nominal value, which is usually selected from the following considerations. The current flowing through it (at the ground fault point) should not exceed the value of the phase leakage of the most powerful of all cable connections.
The use of cable products made of XLPE in various grounded transmission lines is possible in cases where the following is ensured by the OZZ:
- The magnitude of overvoltages does not exceed the level allowed by regulations;
- Possible overvoltages operate for a limited time or provided that such exposure is carried out in a transient and steady-state mode.
In the final part of the review, we note that the choice of a specific type of cable product corresponding to the expected operating conditions is carried out at the design stage
In this case, special attention should be paid to compliance with the requirements and methods specified in the international IEC standard
They affect such important technical characteristics of cable products as their physical and mechanical parameters, as well as the ability to operate at low temperatures. These requirements specifically stipulate the minimum possible bending radii and the possibility of protection from high-frequency electromagnetic influences.
Which is better to use metal-plastic or cross-linked polyethylene?
Nonwoven materials: classification and methods of application
Metal-plastic pipes and cross-linked polyethylene pipes are quite widely used in both water supply and heating systems.
Both types of pipes have earned their widespread use due to the reliability of their operation. But, like all materials without exception, they have their pros and cons, unfortunately, you can’t live without them. Let's now take a closer look at each of these pipes and draw parallels between them in order to understand what is better: metal-plastic or cross-linked polyethylene.
Let's start with a metal-plastic pipe
This pipe consists of several layers, as is clearly demonstrated in the figure below.
The inner layer is often represented by cross-linked polyethylene, the smooth surface of which prevents carbonate deposits on its inner wall and protects the pipe from an aggressive environment.
The aluminum layer acts as reinforcement for the entire pipe and prevents the penetration of free oxygen into the medium it transports, which is an important characteristic when using the pipe in a heating system. After all, oxygen has a merciless and destructive effect on metal heating elements, reducing their service life by several times.
The top layer of a metal-plastic pipe consists of either polypropylene or the same material as the inner layers. This layer protects the aluminum layer from mechanical damage and chemical influences on it, and also gives the overall strength of the entire pipe.
The metal-plastic pipe can withstand high pressure while simultaneously being exposed to high temperatures.
If we list all the main advantages of a metal-plastic pipe, it will look like this:
- Protection against oxygen penetration when used in a heating system, in particular for heated floors
- Anti-corrosion properties of the pipe, that is, it does not rust and is not subject to electrochemical corrosion.
- Maximum operating pressure 10 atmospheres at maximum temperature 95 C
- Service life up to 50 years, subject to compliance with operating conditions
- Ease of installation. The pipe bends well by hand, which makes it possible to do without unnecessary connections.
- Low coefficient of thermal expansion
The disadvantages of metal-plastic pipes include the following:
- Different coefficients of linear expansion of pipe layers can cause their delamination. For the same reason, fitting joints may leak from time to time.
- If over-tightened, the threaded fitting may cut through the pipe.
- When water freezes in a pipe, it can burst.
- When bent, the pipe may break. It’s good that this will be a short section that you won’t mind replacing. And if you are laying a pipe in a heated floor, where it is necessary to make a lot of bends, and let’s say this happened to you, you will have to replace this circuit completely, because connecting the pipe in a heated floor screed is extremely undesirable.
Now consider a cross-linked polyethylene pipe
Polyethylene is cross-linked at the molecular level in various ways. It is designated by the PEX marking. We won’t go into production technology, because that’s not what the article is about.
Stitching gives the pipe additional strength and durability
The advantages of cross-linked polyethylene pipes include:
- Anti-oxygen barrier. Manufacturers apply a layer to the pipe that prevents the passage of free oxygen. This figure is not zero, but complies with German DIN standards.
- Easy to install
- Working pressure up to 20 atmospheres at a maximum temperature of 95 C with a permissible short-term increase up to 110 C
- Low noise level
- Pipe operation is about 50 years, subject to compliance with operational characteristics
- The pipe is resistant to water freezing in it
- Cross-linked polyethylene has molecular memory, which is a big plus. If in the case of a metal-plastic pipe, if the pipe is broken, it will have to be replaced, if it is a warm floor, or cut off at the bend and connected with a fitting, provided that the pipe will always be in an accessible place in the future. In the case of a PEX pipe, it is enough to heat the bend to 100 C and it will return to its original state.
Kink of a cross-linked polyethylene pipe before and after heating
Disadvantages of polyethylene pipe made from cross-linked polyethylene:
Undesirable exposure to direct sunlight. Significant difference in linear elongation when heated compared to metal-plastic. The anti-diffusion layer, which prevents the penetration of oxygen, is located on the outer surface of the pipe, so it is easily damaged if installed carelessly.
As you can see, each of these types of pipes has its own pros and cons, and it is impossible to understand which is better than metal-plastic or cross-linked polyethylene. It is for this reason that both types of pipes are widely used, but for warm floors the choice is still made more towards PEX pipes.
Comparative characteristics of cables
Most cables are produced in a single-core version, and the use of various types of sheaths and the possibility of sealing allows the cable to be used both for laying in the ground and for cable structures, including for group laying. An XLPE cable can replace a paper-insulated cable in almost all cases, however, at the stage of introducing XLPE-insulated cables at a particular enterprise, it is necessary to highlight those areas where their use makes the most sense. To do this, we will conduct a short technical and economic comparison of “conventional” and XLPE cables. Unfortunately, due to differences in the costs of repairs and maintenance of cable lines for specific enterprises, the difference in total operating costs is difficult to estimate, so we suggest comparing only the initial investment in the cable. For a correct comparison, let’s take cables with the same carrying capacity - paper ASB 3x240 10 kV and three single-phase cables APvP 1x185/25–10 kV. Comparative characteristics of the cables are given in table. 1.
| Comparison options | Paper insulated cable ASB 3×240 - 10 kV | Single-core cable with XLPE insulation, ZxAPvP 1×185/25-10 kV |
| Sectional view of a cable line | ||
| Core cross-section, mm2 | 240 | 185 |
| Load current when installed in the ground, A | 355 | in plane / triangle 375/360 |
| Maximum permissible 1-second short-circuit current, A | 20,56 | 17,5 |
| Outer diameter, mm | 62 | 36 |
| Construction length, m | 500-600 | up to 1400 (bar. N22) |
| Minimum bending radius, m | 1.64 | 0.54 |
| Weight, kg/km | 7050 | 1370 (4110) |
| Permissible level difference, m | 15 | not limited |
| Comparative cost. % | 100 | 160 |
From the given data it is clear that with the same throughput and the best other parameters, the cost of an XLPE cable is approximately 60–70% higher. This is explained by more expensive materials and manufacturing technology, and high consumption of materials with a radial cable design. But on the other hand, this design ensures a uniform distribution of the electric field and, as a result, an increase in electrical strength.
This situation changes dramatically with increasing requirements for cable line capacity. Thus, it is advisable to replace parallel cables ASB 1x240 10 kV with a cable of larger cross-section (see Table 2).
| Comparison options | Cables with paper insulation 2 x ASB 3×240 | Single-core cable with XLPE insulation, 3xAPvP 1×500 35 |
| Sectional view of a cable line | ||
| Core cross-section, mm2 | 240 | 500 |
| Load current when installed in the ground, A | 639 | in plane / triangle 650/610 |
| Maximum permissible 1-second short-circuit current, A | 20,56 | 47 |
| Outer diameter, mm | 62 | 46 |
| Construction length, m | 500-600 | up to 850 (bar. N22) |
| Minimum bending radius, m | 1.64 | 0.74 |
| Weight, kg/km | 2×7050 | 2570 (7710) |
| Permissible level difference, m | 15 | not limited |
| Comparative cost. % | 100 | 115-120 |
For XLPE cables with a voltage of 35 kV, the picture is even more favorable (see Table 3).
| Comparison options | Paper insulated cables AOSB Zx150-35 kV | Single-core cable with XLPE insulation. ZxAPvP 1×150/25 - 35 kV |
| Sectional view of a cable line | ||
| Core cross-section, mm2 | 150 | 150 |
| Load current when installed in the ground, A | 250 | in plane / triangle 350/330 |
| Maximum permissible 1-second short-circuit current, A | 7,58 | 14,2 |
| Construction length, m | 300 | up to 1000 (bar. N22) |
| Minimum bending radius, m | 1.45 | 0.67 |
| Weight, kg/km | 6400 | 1805 (5415) |
| Permissible level difference, m | 15 | not limited |
| Comparative cost. % | 100 | 100-105 |
This is explained by the fact that for this voltage class it is impossible to use a structure with sector conductors. Therefore, paper cables are manufactured with separately leaded conductors, which entails a significant increase in cost compared to 10 kV cables. The costs of cables with paper and polyethylene insulation of the same cross-section are approximately equal. However, as can be seen from table. 3, polyethylene cable gives a 40% advantage in load capacity.
Classification of XLPE cables
According to the nominal voltage class, conductors made of cross-linked polyethylene are divided into 3 groups:
- Up to 35 kV - 1st group.
- 45-150 kV - 2nd group.
- 220 kV and above - 3rd group.
According to the cross-sectional area of the conductor:
- Up to 1600 sq. mm - 1st.
- 70-2000 sq. mm - 2nd.
- 400-2000 sq. mm - 3rd.
By the number of conductors:
- 1 or 3 current conductors - 1st group.
- 1 - 2nd and 3rd group.
Power cable with aluminum cores 10 kW
From the point of view of the material of the current-carrying core of the XLPE cable, there are:
- Copper.
- Aluminum.
By type of outer shell material:
- Polymer coating.
- PVC plastic.
- Polyethylene.
By type of protection against mechanical damage:
- Reservation with steel tapes.
- Steel wire.
- Aluminum wire.
Wire armored cable
Important! It is strictly forbidden to test XLPE cables with constant voltage. Its impact leads to the appearance of trees, which will subsequently lead to insulation breakdown. Therefore, AC installations are used for high-voltage testing of these conductor products.
Device
The shape of the cores in cables can be round or sector. A sector-shaped current conductor has a number of disadvantages, namely:
- there are no special mechanical tools for cutting such cables; the work is done manually;
- when splicing, cavities are formed in the couplings in the plane of the triangle, which makes sealing the connection difficult;
- the magnetic field arising around the sector has an asymmetry, this leads to an increase in losses.
A 10 kV cross-linked polyethylene cable cannot protect the technical characteristics of which in a three-core version do not withstand installation in the ground without filling the intracavity gaps. Cables with round conductors do not have such disadvantages.
Construction of single-core XLPE cable