What types of solders are there?
There are a large number of materials for soldering, the main division is into soft and hard. Radio equipment is installed using low-melting material; its melting point ranges from 300 to 450 °C. In terms of strength, soft types of solders are not inferior to others when soldering; they are used in the assembly of almost all electronic products.
The soldering process is based on an alloy of tin and lead with a certain standard and quantity.
Some refractory solders have steel alloys, which makes it possible to implement certain parameters when connecting. Impurities are used to achieve certain characteristics, anti-corrosion properties, and strength levels. Solder for soldering is used in most cases of the POS brand, which means tin-lead solders. The number indicates the percentage of tin in the composition.
Tin-lead solder
If a situation occurs where solders and fluxes used in soldering are of unknown origin, they can be distinguished by the following physiological properties:
- The melting point of lead-tin solders varies from 183 to 265 °C.
- A bright metallic sheen indicates a high tin content, presumably grade POS-61 and higher.
- A high lead content is indicated by a dull gray tint and matte surface.
- A large amount of lead increases the ductility of the wire; a product with a diameter of 6 mm can be easily bent by hand, but a higher quality product cannot be bent.
Different types of solder are produced by manufacturers depending on certain factors. Most modern soldering materials use a flux tolerance of 1 to 3%, which significantly improves working conditions. There is no need to bring the tip of the soldering tool to the flux each time if it is contained in the solder core. A type of lead-tin product is POSSu brand solder. The designation involves the addition of antimony, is used in various industries, and is suitable for use with tin parts.
Solder Sn63Pb37
The most common type of solder used for soldering and tinning copper and bronze parts through which current flows is tertiary solder. The melting point of this variety is 190 °C, resulting in a sealed seam. The foreign analogue is Sn63Pb37, where the content of tin to lead corresponds to the name.
With a melting point less than 200 degrees
There are also solders with very low melting points. This is, for example, POSK-50-18. From the marking it follows that this solder contains 50% tin, 18% cadmium, and 32% lead.
This solder melts at a temperature of 142 – 145 ℃. It is very plastic, but due to its cadmium content, it is toxic.
Another example of such low-melting solders is POSV-50 (it has the name Rose). Here the number 50 indicates a bismuth content of 50%, and tin and lead are present in the composition in equal proportions - 25% each.
Solder melting temperature is 90 – 94 ℃. These two soldering products most often come in tablet-like shape and size. Wood's third alloy contains 10% tin, 40% lead, 40% bismuth, 10% cadmium.
Its melting point does not exceed 72°C. Due to the presence of cadmium in its composition, it is toxic. Rose and Wood alloys are quite expensive.
Indium solders are often used for soldering semiconductors, since their melting point is about 117 ℃. In this alloy, indium replaces tin, and lead is also added to soften it and make it more fluid.
Some indium solders can be used to solder glass. In this case, the edges of the latter are simply rubbed with paste before soldering.
Low temperature solders
Low-melting solders have a transition temperature to the liquid state of up to 450 °C. They are used in radio engineering connections, when soldering wires, and other works. The main components of such soldering products are alloys of tin, lead, cadmium or bismuth. In the process of degreasing and tinning technical boards, Wood or Rose alloys are used. Such substances become liquid already at around 70 °C.
Low temperature solder
Metals have different melting points, it is important to familiarize yourself with the composition of the solder before purchasing.
- Tin is a low-melting metal that is dissolved by sulfuric or hydrochloric acid. The metal melts at 232 °C; exposure to standard room temperatures does not affect it, but at -50 °C the composite crystal lattice is destroyed.
- Lead is popular due to its fusibility and easy processing. Only the surface exposed to ambient air is oxidized.
- Cadmium is used for anti-corrosion purposes when soldering tin and lead products. The material itself is toxic, melting at 321 °C.
- Bismuth is added to the composition due to its solubility in sulfuric acid and nitrogen media.
The most convenient form of release for soldering radio components is wire with a diameter of 2-2.5 cm. The composition of modern products is rosin, which acts as a flux.
Main characteristics of fluxes.
Soldering (soldering) is the process of obtaining a permanent connection of two or several metal parts using a molten intermediate metal that melts at a lower temperature than the material of the parts being connected.
The intermediate metal or alloy used in soldering is called solder. Depending on the melting temperature of solders, soldering is distinguished between low-melting and refractory solders. Low-melting solders have a melting point below 400 ° C and have a tensile strength of 5-7 kgf/mm 2, refractory solders melt at a temperature of 500-1100 ° C and their tensile strength reaches 50 kgf/mm 2 and higher.
The characteristics of the most commonly used solders are given in table. 7 - 10.
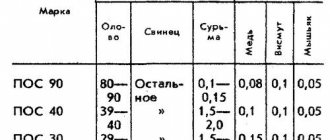
7. Characteristics of tin-lead solders: POS-90, POS-61, POS-50, POS-40, POS-30, POS-18, POSS-4-6.
| Solder grade | Chemical composition, % | Melting point, °C | Purpose | ||
| Tin | Antimony | Lead | |||
| POS-90 | 89-90 | 0,15 | Rest | 222 | Soldering of radio components of electronic and vacuum devices |
| POS-61 | 59-61 | 0,8 | Same | — | |
| POS-50 | 49-50 | 0,8 | » | 209 | Soldering of instruments and electrical machines |
| POS-40 | 39-40 | 1,5-2 | » | 235 | Soldering and tinning in mechanical engineering |
| POS-30 | 29-30 | 1,5-2 | » | 256 | |
| POS-18 | 17-18 | 2-2,5 | » | 277 | Soldering and priming of car bodies and truck cabins |
| POSS-4-6 | 3-4 | 5-6 | » | 265 | Soldering in the light bulb industry |
8. Characteristics of copper-zinc solders: PMC-36, PMC-48, PMC-54.
9. Characteristics of copper-phosphorus solders: MF-1, MF-2, MF-3.
Note. Copper-phosphorus solders are used for soldering parts made of copper and brass. They work well in bending, but have high electrical conductivity and are significantly inferior to silver solders under vibration and shock loads.
10. Characteristics of silver solders: PSr-10, PSr-12m, PSr-25, PSr-45, PSr-65, PSr-70, PSr-25, PSr-50Kd.
| Solder grade | Chemical composition, % | Other impurities | Melting point, °C | Purpose | |||
| Silver | Copper | Zinc | just up to | lead | |||
| PSr-10 | 10 | 53 | 37 | 0,5 | 0,15 | 820 | Soldering of parts made of steel and non-ferrous metals that heat up to 800°C during operation |
| PSr-12 m | 12 | 52 | 36 | 0,5 | 0,15 | 875 | Soldering brass with copper content up to 58% or more |
| PSr-25 | 25 | 40 | 35 | 0,5 | 0,15 | 765 | For delicate work when special cleanliness of the joint is required. The seam does not withstand impact loads well and cracks when joined end-to-end |
| PSr-45 | 45 | 30 | 25 | 0,5 | 0,15 | 675 | Soldering parts made of bronze, copper, steel, nickel. The seam withstands shock loads well and resists corrosion |
| PSr-65 | 65 | 20 | 15 | 0,5 | 0,15 | 740 | Band saw soldering |
| PSr-70 | 70 | 26 | 4 | 0,5 | 0,15 | 780 | Soldering parts when the junction should sharply reduce electrical conductivity |
| PSr-25 | 25 | 70 | Phosphorus 5 | 0,5 | — | 645 | Self-fluxing for copper soldering |
| PSr-50Kd | 50 | 16 | Cadmium 16 | 0,5 | — | 595 | Soldering of almost all metals, has high strength |
In addition to solders, when soldering, fluxes are used, which protect the joint from oxidation when heated, provide the necessary wettability with molten solder and dissolve oxide films on the surface of the metal being soldered.
When soldering with hard solders, the fluxes used are borax, boric acid, fluorspar and some other substances. When soldering with soft solders, zinc chloride, rosin, ammonia, pastes, etc. are used.
The characteristics of widely used flux compositions for soldering with hard and soft solders are given in Table. eleven.
11. Main characteristics of fluxes
| Composition components | Content, % | Purpose |
| For hard solders | ||
| 100 | Soldering of copper, bronze, steel parts | |
| Fused borax | 72 | Soldering of brass and bronze parts, as well as silver soldering |
| Salt | 14 | |
| Calcined potash | 14 | |
| Fused borax | 90 | Soldering parts made of copper, steel and other metals |
| Boric acid | 10 | |
| Fused borax | 50 | Soldering of parts made of stainless and heat-resistant steels |
| Boric acid (diluted in zinc chloride solution) | 50 | |
| 60 | Soldering cast iron parts | |
| Zinc chloride | 38 | |
| Zinc permanganate | 2 | |
| Lithium chloride | 38-26 | Soldering of parts made of aluminum and its alloys |
| Calcium fluoride | 12-16 | |
| Zinc chloride | 8-15 | |
| Potassium chloride | 40-59 | |
| For soft solders | ||
| Zinc chloride | 10-30 | Soldering of parts made of steel, copper and copper alloys |
| 70-90 | ||
| Rosin | 100 | Soldering of parts made of copper and its alloys |
| Saturated solution of zinc chloride in hydrochloric acid | — | Soldering of stainless steel parts |
| Zinc chloride | 95 | Soldering parts made of aluminum and its alloys with soft solder |
| Sodium chloride | 5 | |
| saturated zinc solution | 34 | Soft soldering with a blowtorch |
| 33 | ||
| glycerol | 33 | |
Solder with indium Pb—37.5% Sn—25% In with a melting point of 134—181 °C is also used for soldering lead. Indium-rich solders, such as 52% In-48% Sn solder with a melting point of 117 ° C, are very ductile and relatively strong. The connections soldered by them operate at a temperature of -196.15°C and are used for soldering electronic devices.
Tin and tin-lead solders
Tin and its alloys containing {amp}gt;50% Sn have a liquidus temperature in the range of 145–250 °C. The basis of such solders is four ternary and three double eutectics, rich in tin (Table 8).
Almost all eutectics of these systems consist of phases based on solid solutions of elements, with the exception of alloys of the Sn-Pb-Cd system.
The properties of low-melting solders largely depend on the properties of one of the main phases - the tin solid solution. Tin has two polymorphic modifications: 1) white, with a tetragonal crystal structure, stable up to a temperature of 13.2 ° C, with a density of 7.28 g/cm l; 2) gray, with a diamond-type cubic structure, formed at low temperatures, with a density of 5.82 g/cm 3 .
The transformation of white tin into gray occurs with the release of heat and is accompanied by a large change in volume, which causes its destruction and the formation of gray powder (“tin plague”). The rate of transformation of white tin into gray at a temperature of 13.2 °C is low due to its ability to supercool; it is maximum at -30-50 °C and decreases with further decrease in temperature.
White tin (P-Sn) has cold brittleness at - 30 -60 ° C; ductile fracture becomes brittle during impact tests. In POS 30 solder, where there is less tin phase than in POS 40 solder, the temperature range of transition from the ductile to brittle state expands, and the impact strength decreases more smoothly.
The plasticity of tin increases in the temperature range from 17 °C to -30 °C, after which it begins to sharply decrease.
The transformation of white tin into gray is accelerated by the presence of nuclei of gray tin, stress in parts, a corrosive environment, certain impurities, repeated heating and cooling. There are known cases of destruction at low temperatures in refrigeration units of half-plates and parts made of pure tin.
Aluminum, zinc, germanium, copper, iron, cobalt, manganese and magnesium accelerate the decomposition of white tin; bismuth, antimony, lead, cadmium, silver, indium, gold and nickel are retained. If 0.3-0.5% Bi, or 0.5% Sb, or 1% Pb is present in tin, the decomposition of tin becomes almost impossible.
Experience shows that the introduction of copper, nickel, magnesium and zinc into tin solders increases their strength, bismuth and zinc increases their wetting ability and fusibility, in addition, the addition of magnesium, which forms chemical compounds with Sn and Pb, strengthens the solders.
“Tin plague” was not observed in tin-lead solders and in the joints soldered by them, even when the joints were operated at low temperatures.
Low-melting solders rich in tin are represented among the ternary alloys of the Sn-Pb-Cd eutectic system. The most common solders contain Sn-Pb eutectic with a melting point of 183°C.
Antimony reduces the oxidation of tin-lead solders in the liquid state, improves their appearance and increases heat resistance to temperatures slightly above 100 ° C.
The basic set of standard tin-lead solders is approximately the same in different countries. They differ in the content of impurities and antimony, which strengthens these solders, the content of which does not exceed 6%, since with a larger amount the chemical compound SnSb is formed, which embrittles the solder.
Brands of soft solders for soldering with a soldering iron
Soft solders are used in conjunction with an electric soldering iron and flux. The tin included in the composition is an environmentally friendly product and can be used to connect elements of the food industry. The most common soldering product is the tertiary, which got its name due to the composition containing a third of lead . Soft solders are divided into varieties according to their purpose and melting temperature.
Solder POSV-33
Low-melting solders are used for soldering heat-sensitive parts such as fuses and transistors. The composition includes lead, tin, bismuth and cadmium, the latter material is toxic and is not used in all areas of activity. Melting of Wood's products begins at the lowest temperature - 69 °C.
Domestic brands of products are labeled POS; with the addition of some substances, the name changes. For example, POSV - 33 has equal parts of lead, tin and copper, and is applied to brass and copper parts that require a sealed seam.
Main technical characteristics of soft solders for soldering with an electric soldering iron
The technical characteristics of materials used for soldering are divided into several parameters:
- conductivity or electrical resistivity is 0.1 ohm per meter. Tin-lead type solder conducts electric current an order of magnitude worse than aluminum or copper;
- Tensile strength is measured kg/mm; low-temperature solders do not include this parameter, because not designed for load. The parameter depends on the amount of tin; the more there is, the higher the number. For example, POS-61 brand solder has a strength of 4.3 kg per mm, and POS-90 solder has a strength of 4.9 kg/mm.
- The melting point depends on the purpose and components.
Advantages of soft and semi-hard solders
The main areas of application for soft and semi-hard solders are the following:
- POS63 – for soldering collectors, sectional armatures, windings with H insulation of an electrical machine.
- POS61; POSSu61-0.5 and POS61M are necessary for soldering copper elements and its alloys, as well as silver and nickel parts and conductive parts of an electric machine, with operating temperatures up to one hundred and sixty degrees Celsius.
- POS40 and POSSU40-0.5 - are intended for soldering copper elements and its alloys, as well as steel and metals with tin, silver or nickel coating, collector bands and sectional armatures of machines that come into contact with salty liquid (for example, sea water ).
- POSSUZO-0.5 - in order to solder copper elements and its alloys, as well as elements made of iron and stainless steel, as well as soldering cables, bandages, parts of devices that will operate at temperatures up to one hundred and sixty degrees Celsius.
- POSK50-18 - in order to solder copper elements and its alloys that can withstand overheating, as well as soldering parts made of aluminum and copper, ceramic, glass and plastic parts with the addition of tin, silver, nickel components.
- POS10 and POSSu18-0.5 – for soldering contact surfaces of electrical devices, relays and other machine components.
- P0SSu95-5 and PSrZKd - for soldering collectors, sectional armatures, bandages and conductive connections of pipelines and electrical equipment.
- POSIZO and PSrZI - are designed to solder copper elements and its alloys, parts made of non-metallic materials and glass. They have high fluidity and provide a reliable connection of parts during soldering.
Antimony solders are not intended for use in soldering parts containing zinc or galvanized steel.
Flux for soldering with a soldering iron
An auxiliary substance that promotes the spreading of soldering materials over the surface of the parts being soldered is flux. High-quality connections are created by solders and fluxes ; without one of the components, soldering is impossible. A common type of flux is rosin, made from hard coniferous trees. Softening occurs at 50 °C, and when the temperature reaches 250 °C, the process begins to boil the composition.
Flux for soldering aluminum
Due to the hydrolysis provided for in the manufacture of rosin, the material is not resistant to atmospheric influences. After soldering, it is necessary to remove flux residues, because... the compound may undergo an oxidation process. By absorbing moisture from the atmosphere, rosin can disrupt the operation of radio components.
Popular fluxes for soldering with an electric soldering iron
Soldering of metal joints occurs using various substances. Fluxes are divided into three main categories, differing in their area of application and method of preparation. The process of preparing elements for work may vary; after soldering, it is necessary to remove residues in the manner described in the instructions.
- Inactive rosin fluxes are used for soldering copper and other types of soft metals. There is a light rosin that is ready for use and does not include additional substances. Alcohol-rosin solution is made from components with a concentration of 1 to 5. It is used for soldering in hard-to-reach places, it is produced in powder form, and must be mixed with alcohol before use. Glycerin - rosin materials are used when a hermetic connection is necessary.
- Active fluxes suitable for soldering precious and non-ferrous metals include zinc chloride, alcohol or petroleum jelly. The last parameter differs in its composition, when used in a liquid or paste state. It is more convenient to work with flux as a paste; it is possible to apply it directly to the product in the required amount.
- Acid-active flux is divided into zinc chloride and phosphoric acid. It is performed in the form of liquid solutions or paste, using rosin, zinc chloride, alcohol or petroleum jelly.
Orthophosphoric acid
Orthophosphoric acid consists of water, ethyl alcohol and the acid itself with a density of 1.7. It is used for soldering stainless materials, copper, and silver. Alcohol-based fluxes must be stored in airtight containers. A convenient container for storage is a nail polish jar, the brush does not react to the active medium, and the lid allows you to tightly close the container, avoiding evaporation of the components.
Tinol soldering pastes for soldering
Among the substances offered, there are solder pastes that are produced with a mixed type of flux. It is used when installing open-frame elements in hard-to-reach places. Application occurs with a special spatula, then heating with an electric tool. The result is a reliable, high-quality connection, which is actively used by novice craftsmen in the absence of appropriate experience.
Tinol pasta
It is possible to prepare an alloy for soldering with your own hands; for this you will need the solder required by the element. Using a medium-grain file, tin for soldering in the form of wire is crushed to the state of metal chips. A flux selected from the above in a liquid state is added to the composition, after which the elements are mixed. The composition must be prepared in a small container, the shelf life is limited to 6 months, after which the metal oxidizes in an acidic environment.
Characteristics of individual brands
All representatives of the category belong to low-melting solders. Tin-lead alloys, regardless of the ratio of the starting metals, melt at temperatures up to 450 °C. The characteristics of POS solders are regulated by GOST.
Manufacturers supply solder products:
- in cast ingots;
- in the form of wire products;
- ribbon-shaped foil;
- tubular products with fluxes inside;
- powders or paste.
They are soft (low-melting) and hard. For installation of radio equipment, low-melting materials are used, with a melting point of 300−450 °C. Soft solders are inferior in strength to hard solders, although they are the ones used for assembling electrical appliances.
Low-melting alloys are usually an alloy of lead and tin primarily. There are few alloying elements.
Impurities of other metals are introduced to obtain certain characteristics:
- plasticity;
- melting point;
- strength;
- corrosion resistance.
The number in the brand designation indicates the percentage of tin it contains. So, the technical characteristics of POS-40 solder are such that it contains 40% Sn, and POS-60 - 60%.
If the brand is unknown, the composition can be assessed by indirect signs:
- The melting point of POS is 183−265 °C.
- If the solder has a metallic sheen, it means there is a lot of Sn in it (POS-61, POS-90). If the color is dark gray and the surface is matte, this indicates a high lead content, which is what gives the grayish tint.
- Solders containing large amounts of lead are very ductile, and tin imparts strength and rigidity.
There are also foreign-made compounds. They are marked differently, but the mark can determine the composition of the alloy. An example is the Sb62Pb36Ag2 alloy produced by the American company.
It contains 62% tin, 36% lead and 2% silver. Silver is often added to the composition to increase fluidity after the solder has melted.
Another example is a product produced by Canadian. Its marking is SN62/36/2 NC. This material is in the form of a paste and from the marking it follows that its composition is: 62% tin, 36% lead, 2% silver. NC (No Clean) means that the solder balls are contained within a flux gel.
The main component when soldering with an electric soldering iron is tin-lead solder. It is available in the form of wire or tube of different diameters. The tubular solder inside is filled with rosin. This type of solder is very convenient when working, since it does not require additional flux to the soldering iron tip.
Solder is an alloy of low-melting metals. As a rule, solder contains tin. You can solder with pure tin, but it is expensive and therefore cheap lead is added to the tin. Tin is an environmentally friendly metal and can be used as solder for soldering food utensils and medical instruments in its pure form. If you bend or squeeze a tube made of pure tin, it crunches. The more lead in the solder, the darker the surface of the solder.
Solders are marked with letters and numbers. For example, POS-61, which means P - solder, O - tin, S - lead, 61 - % tin content. POS-61 is the most common, as it is suitable for soldering in most cases. Popularly, POS-61 is often called a tertiary, since it contains a third of lead (Pb).
Solders can be soft or hard. The melting point of soft solders is below 450˚C. Hard solders melt when heated above 450˚C and are not used for soldering with an electric soldering iron.
Pb-Sn-based solder, as well as the joints soldered by them, change their dimensions (“creep”) under load, even at normal temperatures. The creep of these solders and the joints soldered by them depends on the crystallization conditions of the solders, their composition, as well as on the composition of the base metal. Coarse-grained solders (like other alloys) have greater creep resistance than fine-grained solders.
The disadvantages of POS 40 solder include a relatively wide crystallization temperature range, which reduces the productivity of the soldering process due to the long duration of solidification of the seam.
Solder POSV 50 is used for soldering assemblies subject to thermal shock.
To increase the wetting of copper and its alloys with POS 61 and POS 40 solders, inhibit the growth of the phase interlayer (Cu 6 Sn 5) and increase the strength of soldered joints, the element magnesium, highly active in relation to tin and lead, was introduced into them.
Magnesium has a higher chemical affinity with copper than with tin and lead, and with a content of (0.15-0.9%) Mg, very thin layers of the chemical compound Mg 2 Cu are formed along the boundary of the weld with the soldered metal, inhibiting the growth of the C 6 layer Sn 5 n-phase), and inclusions of Mg 2 Sn 4 and Mg 2 Pb are formed in the seam, strengthening the seam and refining its structure.
It has been established that when the Sn-Pb system containing 40, 63 and 90% Sn is introduced into solders, nickel in the form of a powder with a purity of 99.94 at a temperature of 1550 °C in the amount of 1, 3, 5, 10 and 15% (when heated in quartz ampoules), the shear resistance of joints soldered with Pb -63% Sn -10% Ni solder increases by 1.5 times compared to joints soldered with nickel-free solders and amounts to 45 MPa.
Use of tin-lead group alloys
The soldering process is the joining of several metallized parts together. In this case, the exposure temperature does not exceed the critical threshold at which destruction of parts or circuit boards occurs. The main objectives of using soldering products are to ensure the most even temperature viscosity, at which uniform spreading occurs over the surface.
Tin is used for soldering quite often; the material serves as a component of the largest number of solders. In its pure form, the metal is very expensive and is used for soldering important products and elements. Divided into categories with and without lead.
Lead solders
Various soldering materials are used using lead. The material is fusible, soft and easy to process. Easily dissolves in an alkaline environment and acidic impurities.
Lead solder
Products labeled PIC are considered the most popular in use. The percentage of elements allows you to work with different environments and materials. They differ in temperature and other parameters that are important for a reliable connection. Zinc, bismuth or antimony are added to lead compounds to provide protection against oxidation and other destructive factors.
Named alloys
There are solders designed specifically for soldering parts that are highly sensitive to overheating. The most “high-temperature” among low-temperature ones is POSK-50−18 with a melting point of 142−145 °C. POSK-50−18 contains 8% cadmium, 50% tin and 32% lead. Cadmium enhances corrosion resistance, but at the same time imparts toxicity.
In descending order of temperature comes ROSE (Sn 25%, Pb 25%, Bi 50%), marked POSV-50. T pl. - 90−94 °C. Designed for soldering brass and copper. This alloy contains 25% tin, 25% lead, and 50% bismuth. The ratio of metals in percentage may vary slightly, and their quantity is usually indicated on the package in the “Composition” column.
Used in protective fuses in radio equipment.
An even lower temperature WOOD alloy (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Melting point - 65−72 °C. Since the alloy contains 10% cadmium, it is toxic, unlike ROSE.
Both ROSE and WOOD are quite expensive solders.
Chemical composition of different types of solders.
Low-temperature alloys are used for soldering radio components that are sensitive to high temperatures. These include: POS 40 solder and POS 30 solder. They are widely used in industry, but they are also taken for private use.
POS 30 is excellent for soldering copper and non-copper based alloys. It is used both as a filler material and for tinning parts. A special feature of this brand is the absence of antimony in its composition.
POS 30 makes it possible to obtain reliable sealed connections, which has led to the active use of the material for pipeline systems. In addition, it is characterized by good conductivity and low resistance, which allows it to be used for making small contacts.
The low melting point allows you to avoid overheating of radio components during soldering. At the same time, after hardening, it reliably fixes parts of the product.
From a technical point of view, soldering with this alloy is quite easy. However, it should be borne in mind that if it is used, the parts should not operate at high temperatures.
POS 30 is produced in the form of wire of various diameters from 0.5 to 8 mm. The thickness is chosen based on the problems that need to be solved. To connect small wires and parts, the smallest option is perfect. But repairing cases and soldering large products is easier to do with 8 mm wire.
They differ from each other, of course, in composition. This is evidenced by the numbers at the end of their markings.
Types of lead-free solders.
POS 40 allows you to obtain high-quality and reliable connections. When working with it, no cracks appear, and there are no unsoldered areas or other defects. Low resistance and good conductivity make it possible to use PIC for soldering electronics.
As noted above, this solder has a low melting point. This also imposes restrictions on the use of products soldered using it.
The most common form of alloy production is wire. Its diameter varies from 0.5 to 7 mm. However, it also exists in the form of rods, foil strips, and small tubes.
Another low-temperature solder is POS 61. However, it contains antimony. The alloy has fairly good ductility. Most widely used for soldering semiconductor equipment. The resistivity of POS 61 solder is 0.139 Ohm*mm2/m.
It is produced in the form of metal ingots weighing about 25 kg, rods with a cross-section from 8 to 15 mm, and wire with a diameter from 0.5 to 6 mm. There are also form factors such as tapes, anodes and tubes.
When antimony is added to metal compositions in small quantities, the strength of seam joints significantly increases.
The material is marked “POSSU” and has a melting point from 189 ℃ (for a composition with a trace antimony content) to 270 ℃ (for a solder with an antimony content reaching 4%, in some even 6%).
Materials of the first subgroup with an additive concentration measured in hundredths of a percent are low-antimony grades.
Such solders are used in the aircraft and automotive industries, in the production of refrigeration equipment, and food utensils that are subject to subsequent tinning.
| Brand | Content, % | Application area | ||
| Sn | Sb | Pb | ||
| POSSu 61-0.5 | 59-61 | 0,05-0,5 | Rest | Soldering parts sensitive to overheating |
| POSSu 50-0.5 | 49-51 | 0,05-0,5 | Rest | Aviation radiators |
| POSSu 40-0.5 | 39-41 | 0,05-0,5 | Rest | Galvanized parts of refrigerators, radiator tubes, windings of electrical machines |
| POSSu 35-0.5 | 34-36 | 0,05-0,5 | Rest | Cable sheaths for electrical products, thin-sheet packaging |
| POSSU 30-0.5 | 29-31 | 0,05-0,5 | Rest | Radiators |
| POSSu 25-0.5 | 24-26 | 0,05-0,5 | Rest | Radiators |
| POSSu 18-0.5 | 17-18 | 0,05-0,5 | Rest | Heat exchanger tubes, electric lamps |
Metal tin-lead compositions with an antimony concentration from 1.5% to 6% are called antimony. They are recommended for use in electric lamps, tubular radiators, and tinplate.
The addition of antimony makes the tin-lead material cheaper, but soldering is more difficult. A slight change in the tin-lead composite significantly reduces the wetting properties of the melt. Only professionals can work with this consumable.
How to choose solder
The main task for the master is to create a high-quality, reliable fastening that will last for a long time. Solder selection is based on the following parameters:
- Materials that are processed. It is necessary to accurately familiarize yourself with the characteristics of the materials being soldered. There is a temperature threshold for melting fragile elements, transistors, capacitors, etc. Radio amateurs use fusible substances.
- The composition of the solder is selected according to the parameters of thickness and purpose of the product. When soldering wires and other large elements, it is possible to use refractory elements.
- Some cases require choosing the optimal conductivity. The resistance of tin is lower than that of lead; more expensive brands of solder are used on high-frequency boards.
In any situation, it is necessary to be scrupulous about the compliance of soldering parameters and the product. High-quality products are used for soldering, the price is not high, and the choice on the market is huge.