Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.
Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
С температурой плавления менее 200 градусов
Существуют и припои с очень низкой температурой плавления. Это, например, ПОСК-50-18. Из маркировки следует, что олова в этом припое 50% и 18% кадмия, свинца – 32%.
Такой припой плавится при температуре 142 – 145 ℃. Он очень пластичен, но из-за содержания кадмия, токсичен.
Еще одним примером таких легкоплавких припоев служит ПОСВ-50 (у него есть название Розе). Здесь число 50 указывает на содержание висмута в количестве 50%, а олово и свинец присутствуют в составе в равных долях – по 25%.
Температура плавления припоя 90 – 94 ℃. Эти два продукта для пайки выпускаются чаще всего в форме, напоминающей по виду и по размеру таблетки. Третий сплав Вуда, содержит олово в количестве 10%, свинец – 40%, висмут – 40%, кадмий – 10%.
Его температура плавления не превышает значения 72°С. Из-за наличия в своем составе кадмия, он токсичен. Сплавы Розе и Вуда довольно дороги.
Для пайки полупроводников очень часто используют индиевые припои, так как температура плавления их около 117 ℃. В таком сплаве индий выступает вместо олова, а свинец также добавляется, чтобы смягчить его и сделать его более текучим.
Некоторыми индиевыми припоями допускается паять стекло. При этом кромки последнего перед пайкой просто натираются пастой.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Основные характеристики флюсов.
Паянием (пайкой) называют процесс получения неразъемного соединения двух пли нескольких металлических деталей при помощи расплавленного промежуточного металла, плавящегося при более низкой температуре, чем материал соединяемых деталей.
Промежуточный металл, или сплав, применяемый при пайке, называют припоем. В зависимости от температуры плавления припоев различают пайку легкоплавкими, тугоплавкими припоями. Легкоплавкие припои имеют температуру плавления ниже 400°С и обладают пределом прочности 5-7 кгс/мм 2 , тугоплавкие припои плавятся при температуре 500-1100° С и их предел прочности доходит до 50 кгс/мм 2 и выше.
Характеристики наиболее часто применяемых припоев приведены в табл. 7 — 10.
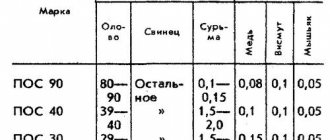
7. Характеристики оловянно-свинцовых припоев: ПОС-90, ПОС-61, ПОС-50, ПОС-40, ПОС-30, ПОС-18, ПОСС-4-6.
| Марка припоя | Химический состав, % | Температура плавления, °C | Назначение | ||
| Олово | Сурьма | Свинец | |||
| ПОС-90 | 89-90 | 0,15 | Остальное | 222 | Пайка радиодеталей электронных и вакуумных приборов |
| ПОС-61 | 59-61 | 0,8 | То же | — | |
| ПОС-50 | 49-50 | 0,8 | » | 209 | Пайка приборов и электрических машин |
| ПОС-40 | 39-40 | 1,5-2 | » | 235 | Пайка и лужение в машиностроении |
| ПОС-30 | 29-30 | 1,5-2 | » | 256 | |
| ПОС-18 | 17-18 | 2-2,5 | » | 277 | Пайка и грунтовка кузовов легковых и кабин грузовых автомобилей |
| ПОСС-4-6 | 3-4 | 5-6 | » | 265 | Пайка в электроламповой промышленности |
8. Характеристики медно-цинковых припоев: ПМЦ-36, ПМЦ-48, ПМЦ-54.
9. Характеристики медно-фосфористых припоев: МФ-1, МФ-2, МФ-3.
Примечание. Медно-фосфористые пропои применяют для паяния деталей из меди и латуни. Они хорошо работают на изгиб, но обладают высокой электропроводностью, при вибрациях и ударных нагрузках значительно уступают серебряным припоям.
10. Характеристики серебряных припоев: ПСр-10, ПСр-12м, ПСр-25, ПСр-45, ПСр-65, ПСр-70, ПСр-25, ПСр-50Кд.
| Марка припоя | Химический состав, % | Другие примеси | Температура плавления, °С | Назначение | |||
| Серебро | Медь | Цинк | всего до | свинца | |||
| ПСр-10 | 10 | 53 | 37 | 0,5 | 0,15 | 820 | Пайка деталей из стали и цветных металлов, нагревающихся при работе до 800°С |
| ПСр-12 м | 12 | 52 | 36 | 0,5 | 0,15 | 875 | Пайка латуни с содержанием меди до 58% и более |
| ПСр-25 | 25 | 40 | 35 | 0,5 | 0,15 | 765 | Для тонких работ, когда требуется особая чистота места спая. Шов плохо выдерживает ударные нагрузки и дает трещины при соединении встык |
| ПСр-45 | 45 | 30 | 25 | 0,5 | 0,15 | 675 | Пайка деталей из бронзы, меди, стали, никеля. Шов хорошо выдерживает ударные нагрузки и сопротивляется коррозии |
| ПСр-65 | 65 | 20 | 15 | 0,5 | 0,15 | 740 | Пайка ленточных пил |
| ПСр-70 | 70 | 26 | 4 | 0,5 | 0,15 | 780 | Пайка деталей, когда место спая должно резко уменьшать электропроводность |
| ПСр-25 | 25 | 70 | Фосфор 5 | 0,5 | — | 645 | Самофлюсующийся для пайки меди |
| ПСр-50Кд | 50 | 16 | Кадмий 16 | 0,5 | — | 595 | Пайка почти всех металлов, обладает высокой прочностью |
Кроме припоев, при пайке применяют флюсы, которые защищают место спая от окисления при нагреве, обеспечивают необходимую смачиваемость его расплавленным припоем и растворяют на поверхности паяемого металла окисные пленки.
При паянии твердыми припоями флюсами служат бура, борная кислота, плавиковый шпат и некоторые другие вещества. При пайке мягкими припоями пользуются хлористым цинком, канифолью, нашатырем, пастами и др.
Характеристики широко применяемых составов флюсов для пайки твердыми и мягкими припоями приведены в табл. 11.
11. Основные характеристики флюсов
| Компоненты состава | Содержание, % | Назначение |
| Для твердых припоев | ||
| 100 | Пайка деталей из меди, бронзы, стали | |
| Плавленая бура | 72 | Пайка деталей из латуни и бронзы, а также пайка серебром |
| Поваренная соль | 14 | |
| Поташ кальцинированный | 14 | |
| Плавленая бура | 90 | Пайка деталей из меди, стали и других металлов |
| Борная кислота | 10 | |
| Плавленая бура | 50 | Пайка деталей из нержавеющих и жаропрочных сталей |
| Борная кислота (разведенная в растворе хлористого цинка) | 50 | |
| 60 | Пайка деталей из чугуна | |
| Хлористый цинк | 38 | |
| Марганцовокислый цинк | 2 | |
| Хлористый литий | 38-26 | Пайка деталей из алюминия и его сплавов |
| Фтористый кальций | 12-16 | |
| Хлористый цинк | 8-15 | |
| Хлористый калий | 40-59 | |
| Для мягких припоев | ||
| Хлористый цинк | 10-30 | Пайка деталей из стали, меди и медных сплавов |
| 70-90 | ||
| Канифоль | 100 | Пайка деталей из меди, ее сплавов |
| Насыщенный раствор хлористого цинка в соляной кислоте | — | Пайка деталей из нержавеющей стали |
| Хлористый цинк | 95 | Пайка деталей из алюминия и его сплавов мягким припоем |
| Хлористый натрий | 5 | |
| насыщенный раствор цинка | 34 | Мягкая пайка паяльной лампой |
| 33 | ||
| глицерин | 33 | |
Припой с индием Pb— 37,5 % Sn—25 % In с температурой плавления 134—181 °С также использован для пайки свинца. Припои, богатые индием, такие, как припой 52 % In—48 % Sn с температурой плавления 117 °С, весьма пластичны и сравнительно прочны. Паянные ими соединения работают при температуре —196,15°С и нашли применение для пайки электронных приборов.
Оловянные и оловянно-свинцовые припои
Олово и его сплавы, содержащие {amp}gt;50 % Sn, имеют температуру ликвидуса в интервале 145—250 °С. Основу таких припоев составляют четыре тройных и три двойных эвтектики, богатые оловом (табл. 8).
Почти все эвтектики этих систем и состоят из фаз на основе твердых растворов элементов, за исключением сплавов системы Sn—Pb—Cd.
Свойства легкоплавких припоев во многом зависят от свойств одной из основных фаз — твердого раствора олова. Олово имеет две полиморфные модификации: 1) белое, с тетрагональной кристаллической структурой, устойчивой до температуры 13,2 °С, с плотностью 7,28 г/см л; 2) серое, с кубической структурой типа алмаза, образующееся при низких температурах, с плотностью 5,82 г/см 3 .
Превращение белого олова в серое происходит с выделением теплоты и сопровождается большим изменением объема, что вызывает его разрушение и образование серого порошка («оловянная чума»). Скорость превращения белого олова в серое при температуре 13,2 °С благодаря способности его к переохлаждению мала; она максимальна при — 30-50 °С и уменьшается при дальнейшем снижении температуры.
Белое олово (Р—Sn) обладает хладноломкостью при — 30 -60 °С; вязкое разрушение переходит в хрупкое при ударных испытаниях. В припое ПОС 30, где оловянной фазы меньше, чем в припое ПОС 40, температурный интервал перехода из вязкого в хрупкое состояние расширяется, а ударная вязкость снижается более плавно.
Пластичность олова повышается в интервале температур от 17 °С до — 30 °С, после чего начинает резко снижаться.
Превращение белого олова в серое ускоряется при наличии зародышей серого олова, наряжений в деталях, коррозионно активной среды, некоторых примесей, повторных нагревов и охлаждения. Известны случаи разрушения при низких температурах в холодильных установках полуды и деталей из чистого олова.
Алюминий, цинк, германий, медь, железо, кобальт, марганец и магний ускоряют распад белого олова; висмут, сурьма, свинец, кадмий, серебро, индий, золото и никель задерживают. При наличии в олове 0,3—0,5 % Bi, или 0,5 % Sb, или 1 % Рb распад олова становится практически невозможным.
Опыт показывает, что введение в оловянные припои меди, никеля, магния и цинка повышает их прочность, висмута и цинка — увеличивает их смачивающую способность и легкоплавкость, кроме того, добавки магния, образующего химические соединения с Sn и Рb, упрочняют припои.
В оловянно-свинцовых припоях и в паянных ими соединениях «оловянная чума» даже при работе соединений при низких температурах не наблюдалась.
Легкоплавкие припои, богатые оловом, представлены среди тройных сплавов эвтектической системы Sn—Pb—Cd. Наиболее распространенные припои, содержащие эвтектику Sn—РЬ с температурой плавления 183°С.
Сурьма уменьшает окисление оловянно-свинцовых припоев в жидком состоянии, улучшает их внешний вид и увеличивает теплостойкость до температуры немного выше 100 °С.
Основной набор стандартных оловянно-свинцовых припоев в разных странах примерно одинаков. Они различаются по содержанию примесей и сурьмы, упрочняющей эти припои, содержание которой не превышает 6 %, так как при большем ее количестве образуется химическое соединение SnSb, охрупчивающее припой.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.
Припой ПОСВ-33
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.
Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.
Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.
Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Существуют и составы иностранного производства. Маркируются они по-разному, но в марке можно определить состав сплава. В качестве примера можно привести сплав Sb62Pb36Ag2, производимый американской .
В его составе 62% олова, 36% свинца и 2% серебра. Серебро в состав очень часто добавляют, чтобы увеличить текучесть после того, как припой расплавился.
Еще одним примером можно назвать продукт, производимый канадской . Маркировка его SN62/36/2 NC. Это материал в виде пасты и из маркировки следует, что состав его: 62% олова, 36% свинца, 2% серебра. NC (No Clean – безотмывочный) означает, что шарики припоя находятся внутри геля из флюса.
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Припой на основе Pb—Sn, а также паянные ими соединения под нагрузкой изменяют свои размеры («ползут») даже при нормальной температуре. Ползучесть этих припоев и паянных ими соединений зависит от условий кристаллизации припоев, их состава, а также от состава основного металла. Крупнозернистые припои (как и другие сплавы) обладают большей сопротивляемостью ползучести, чем мелкозернистые.
К недостаткам припоя ПОС 40 относится сравнительно широкий температурный интервал кристаллизации, что снижает производительность процесса пайки из-за большой длительности затвердевания шва.
Припой ПОСВ 50 применяют для пайки узлов, подвергаемых термоударам.
Для повышения смачивания меди и ее сплавов припоями ПОС 61 и ПОС 40, торможения роста прослойки фазы (Cu 6 Sn 5) и увеличения прочности паянных соединений в них был введен высокоактивный по отношению к олову и свинцу элемент магний.
Магний имеет более высокое химическое сродство с медью, чем с оловом и свинцом, и при содержании (0,15—0,9%)Mg по границе шва с паяемым металлом образуются весьма тонкие прослойки химического соединения Mg 2 Cu, тормозящие рост прослойки C 6 Sn 5 n-фаза), а в шве образуются включения Mg 2 Sn 4 и Mg 2 Pb, упрочняющие шов и измельчающие его структуру.
Установлено, что при введении в припои системы Sn—Рb с содержанием 40, 63 и 90 % Sn никеля в виде порошка с чистотой 99,94 при температуре 1550 °С в количестве 1, 3, 5, 10 и 15 % (при нагреве в кварцевых ампулах) сопротивление срезу соединений, паянных припоем Рb —63 % Sn —10 % Ni, возрастает в 1,5 раза по сравнению с соединениями, паянными припоями, не содержащими никеля, и составляет 45 МПа.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.
Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Именные сплавы
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав».
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
| Марка | Содержание, % | Область применения | ||
| Sn | Sb | Pb | ||
| ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
| ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
| ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
| ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
| ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
| ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
| ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.