Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов:
- соединяемых металлов или сплавов
- способа пайки
- температурных ограничений
- размера деталей
- требуемой механической прочности
- коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Разновидности припоев
Припой для пайки
Припой для пайки разделяют на три группы: тугоплавкий, легкоплавкий и сверхлегкоплавкий.
Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь. Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
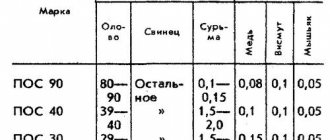
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Как пользоваться флюсом для пайки
Чтобы правильно применить флюс паяльный, нужно посмотреть на его консистенцию:
- Если применяется твердый припой, например, из олова, то сам паяльник нужно окунать в реагент, а потом брать немного припоя.
- Жидкий флюс предполагает, что его будут наносить специальной кисточкой. Здесь нужно быть внимательным, так как от высоких температур кисточки нередко быстро портятся.
- Пасту наносят палочкой, зубочисткой или шприцем с отрезанным кончиком иглы.
А потом действовать так:
- Очистить поверхность от окислов. Иногда это не требуется, если флюс того позволяет.
- Наносится слой флюса.
- Состав и детали нагреваются на паяльной станции.
После окончания паяния нужно дождаться, когда шов застынет.
Радиолюбительский припой для пайки
Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки. Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 — 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Марки флюса
Флюс — это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и способствующее лучшему растеканию припоя по поверхности металла при пайке.
При изготовлении наиболее распространенных флюсов , применяется канифоль. Ее получают из древесины хвойных пород (в основном — сосны). При температуре порядка 50°С канифоль размягчается, а при 250°С — начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить ее остатки после работ, то происходит окисление места пайки. Данный факт не стоит оставлять без внимания. Ведь, кроме этого, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных цепей.
Флюсы для пайки — состав и область применения:
| Наименование | Состав % от общего объема | Область применения | Способ приготовления | Удаление остатков |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль — 6 Глицерин — 14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым). Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Какой флюс лучше выбрать
Чтобы выбрать флюс для пайки, нужно, чтобы он еще и подходил к материалу, который предстоит паять:
- К меди, к примеру, часто применяется канифоль. Она подойдет для любой простой электроники, большого количества проводов.
- Жидкие припои с вазелином или салициловой кислотой пригодятся для радиаторов, проводов с одной жилой.
- Жидкая канифоль подходит для многожильных проводов.
- Пастообразный состав подходит для радиодеталей и разных разъемов, для сим-карт и флешек, к примеру.
- Провода и разъемы просят активных флюсов для пайки.
- Для мелких радиокомпонентов на платах подходят нейтральные флюсы в пасте. При работе с платами нужно выбирать такие средства, которые не испачкают саму плату, так как удалить средство с поверхности вокруг места паяния почти невозможно.
- Обычно как флюс для пайки микросхем выбирают активированные составы, не требующие смывания. Они должны быть жидкими или гелеобразными.
Также при выборе флюсов стоит читать чужие отзывы, чтобы сделать выбор из проверенных марок, так как многие фирмы выпускают средства для пайки, но далеко не все из них качественные.
Чем заменить флюс
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
- канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
- живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
- таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Припои и флюсы. Виды, характеристики, свойства припоев и флюсов.
Таблица 2. Физико-механические свойства мягких и полутвердых припоев
| Марка припоя | Температура плавления, °C | Плотность, кг/м3 | Электрическая проводимость, % проводимости меди | Предел прочности при растяжении, МПа | Ориентировочная температура пайки, °C | |
| Солидус | Ликвидус | |||||
| О2 | 232 | 232 | 7310 | 13,9 | 25 | 280 |
| ПОС61 | 183 | 190 | 8500 | 12,6 | 43 | 240 |
| ПОС40 | 183 | 238 | 9300 | 11,1 | 38 | 290 |
| ПОС10 | 268 | 299 | 10800 | 8,8 | 32 | 350 |
| ПОС61М | 268 | 192 | 8500 | 12,8 | 45 | 240 |
| ПОСК50-18 | 183 | 145 | 8800 | 13,2 | 40 | 185 |
| ПОССу61-0,5 | 142 | 189 | 8500 | 12,6 | 45 | 240 |
| ПОССу40-0,5 | 183 | 235 | 9300 | 10,4 | 40 | 285 |
| ПОССу30-0,5 | 183 | 255 | 9700 | 9,8 | 36 | 306 |
| ПОССу18-0,5 | 183 | 277 | 10200 | 8,9 | 36 | 325 |
| ПОССу95-5 | 234 | 240 | 7300 | 12,1 | 40 | 290 |
| ПСр3Кд | 300 | 325 | 8700 | 22,4 | 54 | 360 |
| ПСр2,5 | 295 | 305 | 11000 | 8,8 | — | 355 |
| ПОСИ30 | 117 | 200 | 8420 | — | — | 250 |
| ПСр3И | 141 | 141 | 7360 | — | — | 190 |
Таблица 3. Преимущественные области применения мягких и полутвердых припоев
| Марка припоя | Область применения |
| О2 | Лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса Н, лужение ответственных неподвижных контактов, в том числе содержащих цинк |
| ПОС61; ПОССу61-0,5; ПОС61М | Горячее лужение и пайка меди и ее сплавов, серебра ковара, никеля и его сплавов. Пайка токоведущих частей электрических машин и аппаратов, работающих при температуре до 160 °C |
| ПОС40; ПОССу40-0,5 | Горячее лужение и пайка меди и ее сплавов, сталей и различных металлов с покрытием оловом, серебром, никелем. Пайка бандажей коллекторов и якорных секций большинства типов электрических машин, а также приборов, соприкасающихся с морской водой |
| ПОССу30-0,5 | Горячее лужение и пайка меди и ее сплавов, железа, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, различных деталей аппаратуры и приборов, работающих при температуре до 160 °C |
| ПОСК50-18 | Пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем |
| ПОС10; ПОССу18-0,5 | Лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле и других деталей менее ответственного назначения массового производства |
| ПОССу95-5; ПСр3Кд | Горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения; пайка трубопроводов и различных деталей электрооборудования |
| ПОСИ30; ПСр3И | Пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладают высокой жидкотекучестью и обеспечивают хорошее сцепление спаиваемых поверхностей |
| Примечание. Сурьмянистые припои не рекомендуется применять для пайки цинковых и оцинкованных деталей. | |
Таблица 4. Мягкие припои (сплавы) с низкой температурой плавления
| Наименование сплава | Химический состав, % | Температура плавления, °C | ||||||
| Олово | Свинец | Кадмий | Висмут | Серебро | Индий | Солидус | Ликвидус | |
| Вуда | 12—13 | 24,5—25,6 | 12—13 | 49—51 | — | — | 66 | 70 |
| Розе | 24,5—25,5 | 24,5—25,6 | — | 49—51 | — | — | 90 | 92 |
| Д’Арсе | 9,6 | 45,1 | — | 45,3 | — | — | — | 79 |
| Липовица с индием | 11,8 | 22,2 | 8,5 | 42 | — | 15,5 | — | 48 |
| Примечание. Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя. | ||||||||
Таблица 5. Химический состав и физико-механические свойства твердых серебряных и медно-фосфористых припоев
| Марка припоя | Химический состав, % | Плотность, кг/м3 | Температура кристаллизации, °C | Предел прочности при растяжении, МПа | ||||
| Серебро | Медь | Цинк | Фосфор | начало | конец | |||
| ПСр72 | 72±0,5 | 28±0,5 | — | — | 9900 | 779 | 779 | — |
| ПСр50 | 50±0,5 | 50±0,5 | — | — | 9300 | 850 | 779 | — |
| ПСр45 | 45±0,5 | 30±0,5 | 25+1, –1,5 | — | 9100 | 660 | 725 | 300 |
| ПСр25 | 25±0,3 | 40±1 | 35±2,5 | — | 8700 | 775 | 745 | 280 |
| ПСр71 | 71±0,5 | 28±0,7 | — | 1±0,2 | 9800 | 795 | 750 | — |
| ПСр25ф | 25±0,5 | 70±1 | — | 5±0,5 | 8500 | 710 | 650 | — |
| ПСр15 | 15±0,5 | 80,2±1 | — | 4,8+0,2, –0,3 | 8300 | 810 | 635 | — |
| ПМФ7 (МФ3) | — | Остальное | — | 7—8,5 | — | 860 | 710 | — |
Таблица 6. Некоторые медно-цинковые и медно-никелевые твердые припои
| Марка припоя | Химический состав, % | Физические свойства | |||||||||
| Медь | Никель | Железо | Кремний | Бор | Цинк | Олово | Температура кристаллизации, °C, + | Плотность, кг/м3 | Предел прочности при растяжении, МПа | ||
| Солидус | Ликвидус | ||||||||||
| Л63 | 62—65 | — | — | — | — | Остальное | — | 900 | 905 | 8500 | 310 |
| ЛОК59-0,1-0,3 | 60,5—63,5 | — | — | 0,2—0,4 | — | Остальное | 0,7—1,1 | 890 | 905 | 8200 | — |
| ПЖЛ500 | Остальное | 27—30 | 41,5 | 1,5—2 | 0,2 | — | — | 1080 | 1120 | 8630 | 600 |
Таблица 7. Серебряные припои с пониженной температурой плавления
| Марка припоя | Химический состав, % | Плотность, кг/м3 | Температура кристаллизации, °C | ||||||
| Серебро | Медь | Цинк | Кадмий | Олово | Никель | начало | конец | ||
| ПСр50Кд | 50±0,5 | 16±1 | 16±2 | 18±1 | — | — | 9300 | 650 | 635 |
| ПСр40 | 40±1 | 16,7+0,7, –0,4 | 17+0,8, –0,4 | 26+0,5, –1 | — | 0,3±0,2 | 8400 | 605 | 595 |
| ПСр62 | 62±0,5 | 28±1 | — | — | 10±1,5 | — | 9700 | 700 | 660 |
Таблица 8. Преимущественные области применения твердых припоев
| Марка припоя | Область применения |
| ПСр72; ПСр50 | Пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам |
| ПСр45 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов |
| ПСр25 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений |
| ПСр71 | Пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть |
| ПСр25ф; ПСр15; ПМФ7 | Пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок |
| Л63; ЛОК59-0,1-0,3 | Пайка меди и чугуна. Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок |
| ПЖЛ500 | Пайка соединений, работающих при температурах до 600 °C |
Таблица 9. Меднофосфорные
| Марка припоя | Химический состав, % | Температура плавления, °C | |
| Медь | Фосфор | ||
| ПФМ-1 | 90—91,5 | 8,5—10 | 725—850 |
| ПФМ-2 | 92,5 | 7,5 | 710—715 |
| ПФМ-3 | 91,5—93 | 7—8,5 | 725—860 |
| Примечание. Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью. | |||
Таблица 10. Припои для пайки алюминия по нормали электротехники ОАА.614.017—67
| Марка припоя | Химический состав, % | Температура полного расплавления, °C | Температура пайки, °C | Плотность, кг/м3 | ||||
| Олово О1 | Цинк | Кадмий | Алюминий А7 | Медь М0 | ||||
| П250А | 79—81 | 19—21 | — | — | 0,15 | 250 | 300 | 7300 |
| П300А | — | 50—61 | 39—41 | — | 0,045 | 310 | 360 | 7730 |
| П300Б | — | 80 | — | 8 | 0,5 | 410 | 700—750 | — |
Таблица 11. Преимущественные области применения припоев для пайки алюминия
| Марка припоя | Область применения |
| П250А | Лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками |
| П300А | То же, пайка соединений с повышенной коррозионной стойкостью |
| П300Б | Пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями |
Таблица 12. Припой для пайки алюминия (ВТУ Цветметобработки 1989—56)
| Марка | Состав, % | Температура плавления, °C | Применение | |||
| Олово | Цинк | Медь | Алюминий | |||
| А | 40 | 58—58,5 | 2—1,5 | — | 400—425 | Для лужения и пайки оболочек и жил кабелей |
| ЦО-12 | 12 | 88 | — | — | 500—550 | Для пайки жил проводов и кабелей |
| ЦА-15 | — | 85 | — | 15 | 550—600 | |
Таблица 13. Припой для пайки алюминия
| Марка припоя | Химический состав, % | Температура плавления, °C | |||||
| Алюминий | Медь | Олово | Цинк | Кадмий | Кремний | ||
| Кадмиевый | — | — | 36 | 40 | 24 | — | — |
| АВИА-1 | — | — | 55 | 25 | 20 | — | 20 |
| АВИА-2 | 15 | — | 40 | 25 | 20 | — | 250 |
| ВПТ-4 | 55 | — | — | 40 | — | 5 | 410 |
| 34-А | 66 | 28 | — | — | — | 6 | 545 |
Таблица 14. Флюсы для пайки мягкими и полутвердыми припоями (нормали электротехники ОАА.614.017—67 и ОАА.614.028—68)
| Марка | Назначение | Основные данные флюсов | Отмывка после пайки | |
| Наименования компонентов | Состав, % | |||
| К | Лужение и пайка токоведущих частей из меди и ее сплавов | Канифоль сосновая | 100 | Не требуется |
| КСП | Лужение и пайка токоведущих частей из меди и ее сплавов | Канифоль сосновая | 25 | Не требуется |
| Спирт этиловый технический марки Б | 75 | |||
| ФПП | Лужение и пайка токоведущих частей из меди и ее сплавов | Смола полиэфирная марки ПА9 | 20—30 | Не требуется |
| Метилэтилкетон или этилацетат | 80—70 | |||
| СТУЗО-12224-61 | Лужение и пайка деталей из меди, никеля и их сплавов и деталей с покрытиями медью, оловом, кадмием, серебром и цинком | Канифоль сосновая | 20—35 | Тампоном или кистью, смоченном в растворителе или спирте |
| Диэтиламин солянокислый | 3—5 | |||
| Триэтаноламин | 1—2 | Тампоном или кистью, смоченном в растворителе или спирте | ||
| Спирт этиловый технический марки Б | 76—68 | |||
| Ф59А ОАА.614.017—67 | Лужение и пайка алюминия и сплава АМц между собой и с медью и ее сплавами | Кадмий борфторид | 10 | Проточная горячая вода или спирт |
| Цинк борфторид | 3 | |||
| Аммоний борфторид | 5 | |||
| Триэтаноламин | 82 | |||
| 34А ОАА.614.017—67 | Пайка алюминия и его сплавов (температура плавления 420 °C | Кадмий фтористый | 50±6 | Горячей, затем холодной проточной водой |
| Литий хлористый | 32±6 | |||
| Цинк хлористый | 8±2 | |||
| Натрий фтористый | 10±1 | |||
| ЛМ1 | Лужение и пайка железоникелевых сплавов и нержавеющих сталей | Канифоль сосновая | 20—35 | Тампоном или кистью, смоченными в растворителе или спирте |
| Диэтиламин солянокислый | 3—5 | |||
| Триэтаноламин | 1—2 | Тампоном или кистью, смоченными в растворителе или спирте | ||
| Спирт технический марки Б | 76—78 | |||
| Ф38Н | Лужение и пайка нихрома между собой и с медью | Диэтиламин солянокислый | 25—30 | Горячей водой или кистью, смоченной в спирте |
| Этиленгликоль | 60—50 | |||
| Кислота ортофосфорная | 29—25 | |||
Таблица 15. Флюсы для пайки меди и ее сплавов
| Марка | Состав, % | ||||
| Канифоль | Спирт этиловый | Триэтаноламин | Диэтиламин солянокислый | Кислота салициловая | |
| ФКСп | 10—60 | 90—40 | — | — | — |
| ФКТС | 15—30 | 81—65 | 1—1,5 | — | 3—3,5 |
| КСп | 50 | 50 | — | — | — |
| ЛТИ-120 | 20—25 | 70—68 | 1—2 | 3—5 | — |
При пайке медных жил, а также проводников заземления к броне и свинцовой оболочке кабелей используют паяльную пасту, состоящую из следующих компонентов (в массовых частях): канифоли — 10, жир животный — 3, аммоний хлористый — 2, цинк хлористый — 1, вода или этиловый спирт (ректификат) — 1. В качестве флюса часто используется паяльная паста по следующему рецепту: канифоль — 2,5%, сало — 5%, цинк хлористый — 20%, аммоний хлористый — 2%, вазелин технический — 65,5%, вода дистиллированная — 5%.
Таблица 16. Флюсы для пайки и сварки алюминия
| Марка | Состав, % | Температура плавления, °C | Применение | |||||
| Калий хлористый | Натрий хлористый | Литий хлористый | Натрий фтористый | Криолит марки К-1 | Магний хлористый | |||
| ВАМИ | 50—55 | 30—35 | — | — | 10—20 | — | 630 | Для оконцевания жил проводов и кабелей |
| АФ-4А | 50 | 28 | 14 | 8 | — | — | Около 600 | Только для соединения жил кабелей в муфтах |
| ХП | 50 | — | 30 | — | — | 20 | — | |