Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети. На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
Устройство и принцип работы
Рис. 1. Устройство сварочного выпрямителя
Само понятие сварочного выпрямителя было введено п. 150 ГОСТ 2601-84. Конструкция такого устройства включает в себя несколько блоков для реализации различных функций, а именно:
- Трансформатор – используется для преобразования переменного напряжения и тока. В сварочном выпрямителе это понижающие трансформаторы, предназначенные для снижения напряжения сети 230 В и пропорционального увеличения тока вторичной цепи.
- Выпрямитель – изготавливается из полупроводниковых элементов, собираемых, как правило, в мостовую схему. В качестве элементов часто используют вентильные диоды или тиристоры.
- Блок защит – осуществляет защиту оборудования от перегрузок, аварийных ситуаций или ошибок сварщика.
- Панель управления – представляет собой модуль регулировки, подключения и контроля рабочих параметров.
Рис. 2. Панель управления сварочного выпрямителя
- Радиатор охлаждения – в процессе проведения сварочных работ происходит колоссальный нагрев токоведущих частей вторичной обмотки трансформатора и полупроводниковых элементов. Для предотвращения перегрева сварочного устройства устанавливаются радиаторы охлаждения, в некоторых особо мощных моделях с принудительной вентиляцией.
- Пусковое устройство – предназначено для запуска сварочной установки, в некоторых ситуациях может осуществлять отключение при коротких замыканиях и других неполадках.
- Сварочные шлейфа с электрододержателями – применяются для подачи напряжения в место сварки, закрепления электродов, обеспечивают хороший электрический контакт.
Принцип действия сварочного выпрямителя основывается на преобразовании электрической энергии, как по величине, так и по роду тока. Для этого напряжение сети после включения пускового устройства подается на первичную обмотку понижающего трансформатора. В первичной обмотке начнет протекать электрический ток, который генерирует ЭДС взаимоиндукции со вторичной обмоткой. Где наводится своя ЭДС, обуславливающая разность потенциалов на выводах вторички.
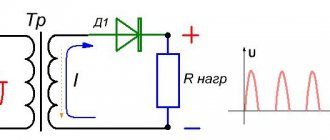
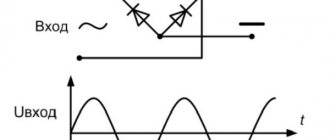
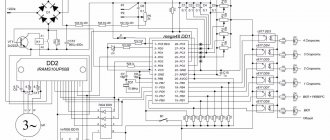
Рис. 3. Принцип действия сварочного выпрямителя
Напряжение от вторичной обмотки будет подаваться на выпрямитель. Положительная полуволна напряжения будет пропускаться одной парой диодов моста к нагрузке. А отрицательная полуволна будет пропускаться другой парой диодов к электроду и заготовке. В таком состоянии напряжение на клеммах ‟+‟ и ‟–‟ присутствует в состоянии холостого хода без нагрузки.
Как только к клеммам ‟+‟ и ‟–‟ подается нагрузка в виде электрода и заготовки для проведения сварочных работ, в цепи выпрямителя начинает протекать рабочий ток. Конденсатор C применяется для сглаживания напряжения на выходе выпрямителя. Помимо емкости, в цепи может использоваться дроссель для предотвращения резкого нарастания тока. В некоторых моделях сварочного выпрямителя может применяться регулятор величины рабочего тока.
Технические характеристики
При выборе конкретной модели сварочного выпрямителя необходимо руководствоваться типом и толщиной рабочих заготовок, которые вам нужно будет сваривать. А также учитывать особенности сети, к которой осуществляется подключение.
К основным техническим характеристикам сварочных выпрямителей относятся:
- Напряжение питания и его тип;
- Мощность сварочного выпрямителя;
- Номинальный ток и диапазон его регулирования (при наличии такой функции);
- Номинальное напряжение на выходе;
- Сечение питающих проводов и сварочных шлейфов;
- Относительная продолжительность нагрузки;
- Степень защиты от попадания пыли и влаги (обозначается индексом IP) для некоторых видов сварочных выпрямителей регламентируется в соответствии с п.4.2 ГОСТ 13821-77;
- Тип охлаждения;
- Габаритные размеры и вес.
Вышеперечисленные характеристики подбираются индивидуально, в зависимости от предполагаемых условий. В определенных ситуациях вы можете опускать некоторые параметры при выборе.
Разновидности
Сварочные выпрямители подразделяются на несколько категорий, в зависимости от критерия. Так, все агрегаты условно подразделяются на однофазные и трехфазные устройства.
Рис. 4. Однофазный и трехфазный сварочный выпрямитель
По количеству постов, которые способен обслуживать один выпрямитель выделяют однопостовые и многопостовые модели. Первый вариант подходит для профессиональной деятельности, второй предназначен для использования в промышленных масштабах.
Рис. 5. Пример многопостового сварочного выпрямителя
В зависимости от соотношения тока и напряжения на выходе выпрямителя существуют аппараты с жесткой, падающей (крутой и пологой) или возрастающей вольтамперной характеристикой.
Рис. 6. Разделение сварочных выпрямителей по типу вольтамперной характеристики
Наиболее часто встречаются выпрямители с крутопадающей и пологопадающей характеристикой. Первый вид применяется для ручной сварки с вольфрамовыми и стальными штучными электродами. Второй вид применим для механизированной сварки, производимой в среде инертных газов.
По типу регулирования величины тока на выходе сварочного выпрямителя различают:
- Трансформаторные – наиболее простые, так как регулировка производится путем переключения количества витков в обмотке. Что меняет величину напряжения и тока.
- Транзисторные – регулировка осуществляется путем введения транзистора в режим ключа, приоткрывающего или закрывающего цепь по величине пропускаемого тока.
- Регулируемые дросселем – при помощи изменения индуктивного сопротивления в цепи вторичной обмотки трансформатора можно уменьшать величину напряжения, подаваемого на мост выпрямителя.
- Тиристорные – производят переключение величины рабочего тока благодаря отдельному элементу.
- Инверторные – увеличивают и уменьшают рабочую величину выпрямителя за счет преобразования токов высокой частоты. Используются в установках двойного преобразования.
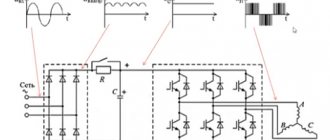
Рис. 7. Преобразование в инверторном сварочном выпрямителе
В зависимости от величины рабочего тока сварочные выпрямители подразделяются на:
- бытовые – с током до 200 А;
- полупрофессиональные – с нагрузочной способностью до 300 А;
- профессиональные – ампераж которых превышает 300 А.
Видео описание
Как собрать диодный мост
Существуют также другие способы классификации сварочного оборудования. Часто применяется та, которая построена на использовании различных видов характеристик:
- Выпрямители, для которых типичны крутопадающие характеристики, обычно применяются для ручной дуговой сварки. Их также используют для работ с не плавящимися электродами в специальной газовой среде. Такой аппарат способен создавать радиопомехи, которые подавляются с помощью использования соответствующих фильтров.
- Устройства с жёсткими характеристиками используют для работы с плавящимися в углекислом газе электродами.
- Универсальные устройства могут использоваться для всех видов сварочных работ.
Эти устройства нужно различать по силе используемого тока. Силовые диоды рассчитаны на работу в тех случаях, когда она является значительной. Сварочные аппараты промышленного уровня, предназначенные для трёхфазного напряжения 380 В, могут работать с током величиной до 400 А. Для однофазных она равна 125-180 А.
Принцип работы схемы сварочного аппарата Источник ice-people.ru
Преимущества и недостатки
В сравнении с другими видами аппаратов для проведения сварочных работ выпрямитель характеризуется рядом весомых преимуществ:
- Обладает большим КПД и меньшими потерями на холостом ходу;
- Меньшие габариты и вес, не производит столько шума во время сварки, как аппараты переменного тока;
- Быстрее нагревается электрод, чем при подаче на него переменного напряжения;
- Стабильная дуга, благодаря чему получается ровный шов;
- Сведено к минимуму разбрызгивание металла, что повышает качество работ;
- Позволяет уменьшить скорость расхода электрода, что делает такие устройства более экономичными;
- Проще управлять рабочими параметрами сварочного выпрямителя;
- Более долговечны и надежны в работе;
- Обеспечивает равномерную загрузку фаз в трехфазной цепи.
Основным недостатком сварочных выпрямителей является их довольно высокая стоимость. Также они чувствительные к длительным коротким замыканиям, от которых их нужно дополнительно защищать, боятся перепадов напряжения в питающей сети.
Регулировка сварочного тока
Регулировка сварочного тока в выпрямителе происходит электромеханическим или электрическим методами. Электромеханическая регулировка сварочного тока предусматривает выполнение этой операции до выпрямительного блока. В этом случае на выпрямляющие вентили поступает переменный ток, уже имеющий требуемые для сварки параметры. Электрическая регулировка возможна на выпрямителях, оснащённых тиристорами, и заключается в изменении угла их регулировки.
Назначение
Такой аппарат постоянного тока предназначен для выполнения сварочных операций в самых различных сферах человеческой деятельности. Они широко применяются для работы как по высокоуглеродистым, так и низкоуглеродистым сталям, цветным металлам, сплавам алюминия и титана, чугунов, нержавейки и при сварке обратной полярности. По виду сварки выпрямители предназначены для:
- Ручных дуговых с покрытым электродом ММА;
- Путем плавления металла в среде защитных газов MIG;
- Аргонно-дуговых посредством неплавящегося электрода TIG.
Где применяется оборудование
Преимущества сварки на постоянном токе перед сваркой на переменном позволяют использовать её при выполнении ответственных соединений. Применяется она при сварке следующих металлов:
- теплоустойчивых, высоколегированных, малоуглеродистых, коррозионно-стойких сталей;
- титана;
- чугуна;
- сплавов на основе меди и никеля и многого другого.
Сварка постоянным током широко используется во всех областях промышленности, на крупных предприятиях, стройках, в мелких мастерских, у домашних умельцев на дачах и в гаражах.
Обслуживание и основные неисправности
Перед началом работы сварочный аппарат обязательно продувается от пыли, для чего можно использовать обычный фен. После длительного простоя полупроводниковые элементы требуют раскачки от режима холостого хода с плавной нагрузкой до номинального. Такая раскачка производится около 2 часов. В процессе сварки необходимо постоянно следить за степенью нагрева, чтобы не допустить выхода сварочного выпрямителя со строя.
При эксплуатации могут проявиться несколько видов неисправностей, наиболее частыми являются:
- Не включается при подаче напряжения – проверьте целостность кабеля и вилку, положение автоматического выключателя и состояние блока защит, обрыв в цепи устройства.
- Залипание электродов на заготовке – сгорел конденсатор, дроссель или полупроводниковые элементы. Возможно, питающее напряжение ниже номинального значения.
- Внезапное отключение во время сварки – пробой изоляции трансформатора, возможен перегрев, не справляется система охлаждения.
- Нестабильное напряжение на выходе – причиной может быть плохой контакт клемм, барахлит ручка регулятора из-за ослабления контакта или появления люфта.
Как подключить балластник, балластный реостат
Балластный реостат (балластник) – устройство цепи со сварочным выпрямителем, с помощью которого сварщик производит регулировку тока. Принцип регулирования основан на действии известного в электротехнике закона Ома. Чем выше сопротивление, которое представляет собой балластник, тем меньше сила тока.
Балластный реостат Балластный реостат Brima РБ-302. Фото ВсеИнструменты.ру
Обычно балластник представляет собой пружину, эффективность работы которой зависит от оптимально подобранных длине пружины, диаметру витков и проволоки, а также материала из которого она изготовлена. К пружине подключается контакт регулятора, перемещая который по направлению навивки, изменяют ее сопротивление, а значит и силу тока. Контакт регулятора соединяется с проводом держака сварочного аппарата. Другой конец подключается к питающей сети.