Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Примерная стоимость угольных электродов на Яндекс.маркет
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор электродов
Для соединения медных жил применяют графитовые или угольные электроды.
Работа со вторым типом контактов сопряжена со следующими особенностями:
- Температура плавления составляет 3800 °С.
- Сварка выполняется при постоянном токе с прямой полярностью.
- Коэффициент полезного действия электрической дуги невысокий.
- Имеется возможность соединения кабелей с припоем, подаваемым непосредственно на сварное соединение.
- Расход угольного электрода при сильном нагреве увеличенный.
- Высокотемпературная дуга создается даже при подаче низкой силы тока.
Электрод – это электрический проводник , имеющий электронную проводимость.
Процесс сварки графитовыми электродами имеет такие тонкости:
- В процессе работы графит не расходуется.
- Устойчивость меди к окислению повышается.
- Применяются неомедненные электроды. Для этого жилы сильно скручиваются, зажимаются держателем. Сварка выполняется стандартным способом.
- В процессе работы формируется надежное соединение. Для этого проводники плотно скручивают, оставшиеся концы обрезают для повышения прочности шва.
Рекомендуем к прочтению Как правильно варить углеродистые стали
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Характеристики сварочных аппаратов
Для сварки проводов своими руками используют агрегаты с напряжением менее 20 В, применяют трансформаторные или инверторные аппараты, выдающие маломощную дугу.
Инверторный тип
Сварка инвертором удобна, что объясняется его компактными размерами, оптимальными предустановленными параметрами. Элементы управления позволяют легко выполнять тонкую настройку.
В отличие от трансформаторных установок, инверторные аппараты имеют небольшой вес. Способ применения аналогичен таковому у других устройств. При выборе учитывают возможность регулировки силы тока в пределах 40-200 А.
Это упрощает процесс формирования сварочной дуги, минимизирует количество помех. Инверторный способ подойдет начинающему сварщику.
Трансформаторная сварка
Для соединения проводов в домашних условиях достаточно применения регулируемых по силе тока аппаратов. Нагрузка должна составлять не менее 400 А. Для формирования прочного сварного шва требуется прогрев до 1080 °С.
Рекомендуем к прочтению Особенности сваривания металла с оцинковкой
Электроды подсоединяют по схеме с прямой полярностью. Такой метод помогает поддерживать стабильную сварочную дугу. Понижающий трансформатор используют для пайки любых видов медных кабелей. Допустимо применение устройства для работ в распределительной коробке.
Сварку выполняют после обесточивания электропроводки. Силу тока подбирают с учетом сечения жил.
Требования к самоделкам
При разовом выполнении работ необязательно приобретать дорогостоящее оборудование. Лучше использовать самодельные аппараты, имеющие простое строение. Схема устройства включает в себя трансформатор, элементы контроля и управления, массу, зажим. Первый компонент является основой сварочного оборудования.
Трансформатор можно приобрести или собрать своими руками. Число витков и сечение обмотки рассчитывают с учетом входных и выходных показателей тока.
Самодельный сварочный аппарат должен иметь следующие технические характеристики:
- тип трансформатора – понижающий;
- диапазон входящих напряжений – 12-48 В;
- пределы регулирования силы тока – 40-150 А.
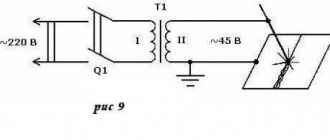
Самодельный прибор совершенствуют, добавляя функцию сварки скруток с переменным напряжением. Для этого в схему вводят диодный мост. Он поддерживает стабильное горение дуги. Готовый аппарат защищают прочным корпусом, исключающим повреждение устройства при механических воздействиях.
К трансформатору подсоединяют кабели держателя, изготавливаемого из зажимов массы, в роли которой выступают тяжелые пассатижи.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
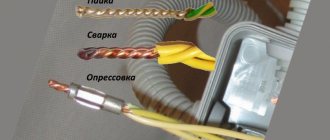
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.