Казалось бы, что может быть проще соединения проводов? Ведь существует несколько способов соединения проводов. Это скрутка проводов, пайка проводов, сварка проводов, обжим и соединение проводов с помощью клеммника. Даже школьник знает самый постой способ скрутки проводников. Надо приложить вместе кончики металлических проводов, называемых жилами, и свить в одну «косичку», после чего замотать изолентой. Не надо паяльника, клеммника, соединительных колпачков и прочих «ненужностей». Любой «сам себе электромонтер» освоил такую операцию. И, случись необходимость, применяет такой способ в своей повседневной практике. Например, сращивает провода сетевого шнура бытового прибора, адаптера планшета или компьютера после обрыва. Такую технологию скрепления проводов российские «технари» используют повсеместно. Вот только в правилах устройства электроустановок ПЭУ «скрутки», всевозможные «загибы» и «клепки» не предусмотрены. Отсутствуют такие способы электромонтажа и в прочих нормативных документах. Почему?
Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся. Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.
Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала. К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Как правильно надо соединять провода
Как соединить провода: начинаем с очистки от изоляции. Правильное соединение проводников должно удовлетворять трем основным требованиям:
- Обеспечивать надежный контакт с минимальным переходным сопротивлением между собой приближенным к сопротивлению цельного куска провода.
- Сохранять прочность на растяжение, стойкость на излом и вибрацию.
- Соединять только однородные металлы (медь с медью, алюминий с алюминием).
Способов соединения, удовлетворяющих этим требованиям, существует несколько. В зависимости от требований, предъявляемых к электропроводке и возможностей практического применения, используются следующие виды соединения проводов:
- Скрутка.
- Сварка.
- Спайка.
- Обжим.
- Клеммное соединение.
Все эти способы требуют предварительной подготовки провода или кабеля – снятия изоляции для оголения соединяемых жил. Традиционно материалом изолирующей оболочки служат резина, полистирол, фторопласт. Дополнительно внутри изоляцией служат полиэтилен, шелк и лак. В зависимости от структуры токопроводящей части провод может быть одножильным или многожильным. Под одножильным подразумевается провод, сечение которого образовано изолирующей оболочкой с металлическим сердечником или проводком внутри.
В многожильном проводе металлическая сердцевина образована несколькими тонкими проводками. Они обычно переплетены и представляют свивку, окруженную снаружи изолятором. Часто отдельные жилки покрываются полиуретановым лаком, а в структуру между ними добавляются капроновые нити для повышения прочности провода. Эти материалы, как и матерчатая оплетка снаружи, усложняет процесс снятия изоляции.
В зависимости от вида соединения с каждого конца провода снимается 0,2 – 5,0 см изоляции. Для этого используется несколько типов инструмента. По 5-ти бальной системе можно оценить качество снятия изоляции и степень защиты от надрезания — повреждения жил каждым приспособлением:
Повреждение изоляция/жилы
Монтерский (кухонный) нож — 3/3 Бокорезы (кусачки) — 4/3 Стриппер — 5/4 Паяльник или петлевой электровыжигатель — 4/4
В слаботочных телевизионных/компьютерных сетях применяют коаксиальные кабели. В процессе разделки важно аккуратно надрезать и снять изолирующую рубашку, не повредив при этом экранирующую оплетку. Для доступа к центральной жиле она распушивается и удаляется, оголяя ствол. После чего полиэтиленовая изоляция надрезается ножом или специальным приспособлением, обрезок снимается с жилы. Бифиляр в экране состоит из пары проводов в экране, который для доступа к проводникам также предварительно распушивается на проводки, открывая доступ к каждой жиле.
Важно! Чтобы снять изолирующий материал эмалированного провода сечением меньше 0,2 мм² следует применять паяльник. Эмаль аккуратно удаляется с помощью наждачной «нулевки» перемещением бумаги вдоль проводков.
Технология сварных работ
Сварные работы необходимо производить с использованием защитной маски, очков, рукавиц, специальной одежды. Существует возможность обжечься раскаленным металлом, «поймать зайчиков».
Сварка медных проводов в домашних условиях инвертором производится с применением графитовых, угольных электродов. Заменить электроды можно угольным стержнем отработавшей батарейки.
Используемая при изготовлении электропроводов медь – разного состава, качества, что определяет применяемый режим сварки. Показатели оптимально подобранного режима: электрод не липнет к сварному месту, дуга устойчива. Данное сочетание удается удерживать при наличии опыта сварных работ.
- Снимается изоляционная оболочка медного кабеля (7-10 см);
- Выполняется скрутка многожильных проводов;
- Скруток медных проводов подрезается, чтобы образовался ровный срез. Оставшаяся длина скрутки – 5 см;
- На скрутке размещается медный зажимной механизм отведения избыточного тепла, подключается заземление («масса»);
- Срез скрутки подносится к электроду;
- Производятся сварные работы до появления на конце проводов расплавленного медного шарика, достаточно 1-2 сек;
- После сварка медных скруток прекращается, чтобы изоляционный материал остался целым;
- Остывшие концы проводки необходимо изолировать (изолента, термоусадочная трубка).
Сварка медных проводов инверторным аппаратом с использованием угольных и графитовых электродов
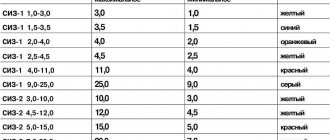
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Сварка медных проводов: особенности проведения работ Р рутиловое рутил, органические, минеральные составляющие обеспечивает малый процент разбрызгивания металла, газовую защиту. Спрашивайте, я на связи!
Как скрутить провода правильно
Чаще всего скрутка применяется при ремонте электропроводки, шнуров и переходников (включая слаботочные) бытовой техники и аппаратуры. Если вести речь о домашней электросети, то нормами предусмотрено использование в домах провода с сечением токонесущей жилы 1,5–2,0 мм из меди и 2,5–4,0 мм из алюминия. Обычно для разводки используют провода марок ВВГ и ПВ в полихлорвиниловой оболочке. Силовые шнуры марок ШВЛ и ШТБ с резиновой или ПВХ изоляцией имеют сечение 0,5 – 0,75 мм. Пошагово сращивание проводов между собой можно производить следующим образом:
- Обезжириваем оголенные концы проводов, протерев ацетоном/спиртом.
- Удаляем слой лака или оксидную пленку, зачищая проводники наждачной бумагой.
- Накладываем кончики так, чтобы они скрестились. Накручиваем по часовой стрелке не менее 5 витков одной жилы на другую. Чтобы скрутка получилась плотной, используем плоскогубцы.
- Изолируем открытые токонесущие части проводов с помощью изоленты, или накручиваем изолирующий колпачок. Они должны заходить за изоляцию на 1,5–2,0 с, чтобы прикрыть оголенные участки проводников.
Для сращивания между собой многожильного зачищенного провода с одножильным используется другая техника навивки:
- Многожильным проводом обкручивается одинарный провод, оставляя свободным конец без навивки.
- Конец одножильного провода загибается на 180°так, чтобы он прижал скрутку, затем прижимается плоскогубцами.
- Место соединения должно быть прочно зафиксировано изолентой. Для лучшей эффективности следует использовать изолирующую термотрубку. Для этого отрезок кембрика нужной длины натягивается на соединение. Чтобы он плотнее обхватил проводку, трубку следует прогреть, к примеру, феном или зажигалкой.
При бандажном соединении свободные концы кладутся друг к другу и сверху обматываются имеющимся отрезком провода (бандажом) из однородного материала. Сцепка желобком предусматривает, что перед взаимным перекручиванием конфигурируются небольшие крючки из концов провода, они перецепляются между собой, затем края обматываются. Существуют более сложные разновидности параллельных/последовательных соединений. Соединение проводов методом скрутки используют профессиональные электроремонтники при проведении восстановительных работ.
Важно! Медь и алюминий имеют разное омическое сопротивление, при взаимодействии активно окисляются, соединение по причине разной жесткости получается непрочным, поэтому соединение этих металлов нежелательно. В случае крайней необходимости соединяемые кончики следует подготовить – облудить оловянно-свинцовым припоем (ПОС) с помощью паяльника.
Сварка алюминиевых проводов
Перед сваркой нужно зачистить провода от изоляции на 50 – 70 мм и оксидной плёнки на 20 -30 мм и произвести скрутку. Торцовая плоскость должна быть ровной и чистой. Скрутка производится перед непосредственным выполнением сварки. Точечное касание при работе приходится именно на неё. Это относится ко всем типам проводов.
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Защитные средства Медь относится к специфичным видам металлов, чья сварка выполняется только в хорошо защищенной среде, предотвращающей взаимодействие углерода и окружающего воздуха. Спрашивайте, я на связи!
Почему лучше обжать (опрессовать) провода
Опрессовка проводов – один из самых надежных и качественных способов механических соединений, применяющихся в настоящее время. При такой технологи шлейфы проводов и кабелей обжимаются в соединительной гильзе с помощью пресс-клещей, обеспечивая плотный контакт по всей длине.
Гильза представляет полую трубку и может изготавливаться самостоятельно. При размере гильз сечением до 120 мм² применяются механические клещи. Для больших сечений применяются изделия с гидравлическим пуансоном.
При обжатии гильза обычно приобретает форму шестигранника, иногда производится местное вдавливание в определенных частях трубки. В опрессовке применяются гильзы из электротехнической меди ГМ и алюминиевые трубочки ГА. Данный способ допускает обжатие проводников из разных металлов. Во многом этому способствует обработка составных компонентов кварцево-вазелиновой смазкой, предотвращающей последующее окисление. Для совместного использования существуют комбинированные алюмомедные гильзы или медные луженые гильзы ГАМ и ГМЛ. Соединение проводов методом обжима применяется для пучков проводников с суммарным диаметром сечения между 10 мм² и 3 см².
Опрессовка
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.
Для опрессовки используется специальный инструмент – механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Пайка как надежная альтернатива скрутке
Ближайшей альтернативой скрутке, запрещенной для электромонтажа, является соединение проводов методом спайки. Он требует специальных приспособлений и расходных материалов, но обеспечивает абсолютный электрический контакт.
Совет! Спайка проводов внахлест считается самой ненадежной в технологии. В процессе эксплуатации припой крошится и соединение размыкается. Поэтому пред пайкой наложите бандаж, обмотайте кусочком провода меньшего диаметра соединяемые части, или скрутите вместе проводники.
Понадобится электропаяльник мощностью 60–100 Вт, подставка и пинцет (тонкогубцы). Жало паяльника следует очистить от окалины заточить, подобрав предварительно наиболее подходящую форму кончика в виде лопатки, а корпус прибора подсоедините к заземляющему проводу. Из «расходников» потребуется припой ПОС-40, ПОС-60 из олова и свинца, канифоль в качестве флюса. Можно использовать проволоку из припоя с, помещенной внутрь структуры, канифолью.
Если потребуется паять сталь, латунь или алюминий, потребуется специальная паяльная кислота.
Важно! Нельзя перегревать места примыкания. Чтобы не поплавилась изоляция при пайке обязательно используйте теплоотвод. Для этого придерживайте оголенный провод между местом нагрева и изоляцией пинцетом или тонкогубцами.
- Зачищенные от изоляции жилы следует облудить, для чего разогретые паяльником кончики помещают в кусочек канифоли, они должны покрыться коричнево-прозрачным слоем флюса.
- Помещаем кончик жала паяльника в припой, захватываем каплю расплавленного и равномерно обрабатываем поочередно провода, проворачивая и двигая по лопатке жала.
- Приложить или скрутить вместе провода, зафиксировав неподвижно. Прогреть жалом в течении 2–5 с. Обработать спаиваемые участки слоем припоя, дав растечься капле по поверхностям. Перевернуть соединяемые провода и повторить операцию с обратной стороны.
- После остывания места пайки изолируются по аналогии со скруткой. В некоторых соединениях они предварительно обрабатываются кисточкой, смоченной в спирте и покрываются сверху лаком.
Совет! Во время и после пайки в течении 5–8 с. провода нельзя дергать и шевелить, они должны находиться в неподвижном положении. Сигналом к тому, что структура затвердела, служит приобретение матового оттенка поверхностью припоя (в расплавленном состоянии он блестит).
Пайка VS-сварки
Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка – процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла – припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
А все-таки сварка предпочтительней
По прочности соединения и качеству контакта сварка превосходит все прочие технологии. В последнее время появились портативные сварочные инверторы, которые можно переносить в самые малодоступные места. Такие аппараты легко удерживаются на плече сварщика с помощью ремня. Это позволяет работать в труднодоступных местах, например, производить сварку со стремянки в распределительной коробке. Для сварки металлических жил в держатель сварочного аппарата вставляются угольные карандаши или обмедненные электроды.
Основной недостаток сварочной технологи – перегрев свариваемых деталей и оплавливание изоляции устраняется с помощью:
- Правильной регулировки сварочного тока 70–120 А без перегрева (в зависимости от количества свариваемых проводов сечением от 1,5 до 2,0 мм).
- Кратковременности процесса сварки не более 1–2 секунд.
- Плотной предварительной скруткой проводов и установкой медного теплоотводящего зажима.
Производя соединение проводов методом сварки скручиваемые жилы следует выгнуть и срезом обязательно развернуть кверху. К торцу проводов, подсоединенных к массе, подносится электрод и зажигается электродуга. Расплавленная медь шариком стекает вниз и покрывает оболочкой проволочную скрутку. В процессе остывания на теплую структуру одевается изолирующий пояс из отрезка кембрика или другой изолирующий материал. В качестве изолирующего материала подойдет также лакоткань.
Электроды для сварки проводов
Выбор подходящего типа электрода определяет качество проделанной работы. Необходимо выбирать сварочные средства, оптимально отвечающие параметрам предстоящего процесса. Общая классификация данных средств, применяемых в сварочном процессе, включает электроды для:
- Легированной стали;
- Высоколегированной стали с нестандартными параметрами;
- Наплавки металла (нанесение металлического сплава, металла на поверхность предмета путем сварки плавлением);
- Цветных металлов;
- Конструкционной стали;
- Чугуна.
Покрытие электродов определяет следующую типологию:
- А – кислотное покрытие (окись железа, кремния, марганца);
- Б – основное покрытие, позволяющее производить сварку постоянным током переменной полярности. Содержит карбонад кальция, фтористый кальций;
- Ц – целлюлозное напыление создает газовую защиту при сварке (мука, соединения органического происхождения);
- Р – рутиловое (рутил, органические, минеральные составляющие) обеспечивает малый процент разбрызгивания металла, газовую защиту.
Клеммники – самые эргономичные электроустановочные изделия
Правилами ПУЭ, п.2.1.21 предусмотрен вид соединений с помощью сжимов (винтов, болтов). Существует соединение непосредственно с помощью элементов крепежа «на весу», когда сквозь петельки каждого из проводов продевается винт, шайба и фиксируется гайкой с обратной стороны.
Такая инсталляция оборачивается несколькими витками изоленты и считается достаточно практичной и надежной. Более эргономичны электроустановочные изделия, называемые винтовыми клеммниками. Они представляют контактную группу, размещенную в корпусе из изолирующего материала (пластика, фарфора). Наиболее часто соединение проводов методом с помощью клеммников встречается в распределительных коробках и электрощитках. Чтобы подсоединить провод, надо его просунуть в гнездо и закрутить винт, прижимная планка надежно закрепит жилу на посадочном месте. К ответному гнезду, закороченному с первым, подключается другой соединяемый провод.
В самозажимных клеммниках типа WAGO провод защелкивается в гнезде, для лучшего контакта применяется специальная паста или гель.
Ответвительные зажимы представляют капитальный вариант винтового клемммника с несколькими закороченными отводами, используются преимущественно на улице и местах с неблагоприятными условиями окружающей среды.
Соединительные зажимы представляют изолирующий колпачок с резьбой внутри, он наворачиваются на скрутку, одновременно сжимая и защищая от механических воздействий.
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.
К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.