Точечная сварка является одной из самых распространённых в быту. Она позволяет осуществлять соединение металлических деталей быстро и надежно, и для этого нет необходимости во владении какими-либо особыми навыками сварщика. Еще одним ее важным преимуществом является несложное оборудование, которое вполне реально сделать самостоятельно. Учитывая достаточно высокую стоимость подобных агрегатов, вопрос самостоятельного изготовления данного прибора становится весьма актуальным.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей. Важно удалить с поверхности окислы и области, подвергшиеся коррозии.
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
Сварочный аппарат для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Стоит отметить также такое преимущество данного устройства, как простота изготовления. Сделать споттер из сварочного трансформатора под силу любому человеку. А достать необходимые детали проще простого. Например, сварка может быть сделана своими руками из микроволновки.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т.д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.
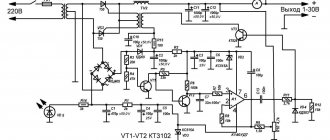
Электрическая схема сварочного аппарата.
Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т.п.
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.
Процессы во время точечной сварки.
Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
Конструктивные элементы сварного соединения.
Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
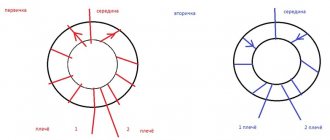
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.
Схема конденсаторной точечной сварки.
Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется выносное приспособление в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.
Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.
Чертеж точечной сварки металлических изделий.
Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался. Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
Иногда конструкцию усложняют, добавляя системы жидкостного охлаждения, управления параметрами тока, автоматического перемещения электродов.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Рекомендуем к прочтению Как сделать точечную сварку для АКБ 18650
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.
Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если делать споттер из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Рекомендуем к прочтению Описание технологии контактной точечной сварки
После переделки трансформатор должен иметь напряжение холостого хода не более 3В, силу тока не менее 800 А.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Использование точечной сварки на литиевых аккумуляторах
Применение батареи для приваривания никелевой пластины к АКБ – самый простой способ. Для сборки мини-агрегата потребуется аккумулятор, зарядный кабель, отрезок одножильного провода, изолента. Из жилы создают 2 электрода, концы которых зачищают и закрепляют. Расстояние между элементами должно составлять 3 мм.
К другим концам электродов подсоединяют зарядный кабель, подключенный к клеммам литий-ионной АКБ. Устанавливают никелевую пластину на аккумулятор, прижимают к ней находящиеся под напряжением электроды. В результате короткого замыкания металл расплавляется.