Правильное подключение сварочного инвертора предотвращает аварийные ситуации, обеспечивает удобство выполнения рабочих операций. Инструкции в сопроводительной документации содержат общий порядок действий. Для исключения проблем следует внимательно изучить правила обращения с техникой, рассмотреть применение удлинителей и автономных источников питания.
Инверторный сварочный аппарат.
Сварочный инвертор и принцип его работы
Для соединения металлических деталей используют сильный нагрев рабочей зоны. Расплавленные части после снижения температуры образуют прочный шов с равномерной внутренней структурой. Такое крепление отличается:
- долговечностью;
- прочностью;
- стойкостью к механическим и другим внешним воздействиям.
Зону расплава (сварочную ванну) создают с применением электрической дуги. Инвертор – это аппарат, который формирует на выходе сигнал, необходимый для ее поджига. Технику этой категории подключают к сети 220 V или 380 V. После выпрямления ток преобразуется в переменный.
Увеличение частоты позволяет уменьшить габариты и вес трансформатора. На завершающем этапе выполняется обратное преобразование в сильный постоянный ток (20-260 А) при соответствующем уменьшении напряжения.
Типичный бытовой инверторный аппарат предназначен для подключения к стандартной сети 220В. Технику оснащают:
- цифровым индикатором рабочих параметров;
- регулятором силы тока;
- светодиодной сигнализацией перегрева.
Принцип работы.
Блок автоматики обеспечивает:
- «горячий» (быстрый) старт;
- коррекцию выходного сигнала, предотвращающую залипание электродов.
В серийной комплектации поставляют соединительные кабели. Защитные приспособления и технологические аксессуары вместе с расходными материалами приобретают отдельно.
Проверка оборудования
До подключения источника питания внешним осмотром контролируют целостность корпуса, рукояток регуляторов. Организуют рабочее место следующим образом:
- освобождают ровную площадку (металлический стол);
- устанавливают минимальное расстояние 2 м от аппарата до стен;
- подключают контур защитного заземления;
- устраняют взрывоопасные (легковоспламеняющиеся) предметы.
Рекомендуется эффективная вентиляция помещения при сварке, чтобы исключить нанесение вреда здоровью загрязненной атмосферой. Заранее надо подготовить маску, краги, электроды. Следует предотвратить свободный проход в рабочую зону посторонних людей. Убирают посторонние предметы, мешающие выполнению отдельных операций.
Рекомендуем к прочтению Сварочный инвертор Ресанта САИ-250
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Схема подключения к электросети
Сварку толстых (16-17 мм) листов металла выполняют электродами 6 мм при установленном токе на выходе 240±20А. В таком режиме возрастает нагрузка на источник питания, что сопровождается падением напряжения. Если соответствующее значение меньше допустимых рабочих параметров, автоматика выключит инвертор.
Другая проблема – ограниченные возможности проводки. Алюминиевые (медные) жилы бытовой сети рассчитаны на 10 (16) А. Рекомендуется проверить соответствие мощности потребления аппарата рабочим параметрам автоматов и плавких предохранителей.
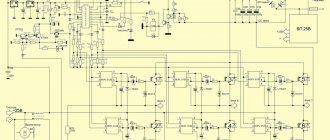
На рисунке показана схема подключения сварочного аппарата, которая минимизирует влияние мощной техники на другое оборудование:
Схема подключения сварочного аппарата.
Рекомендуется выпрямить сетевой кабель. Изогнутый проводник создает индуктивное сопротивление, которое увеличивает нагрузку на источник электропитания. Участки, образующие витки, перегреваются вплоть до разрушения защитной оболочки.
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Провода для сварочного инвертора: как правильно подключить кабели к аппарату и сети 220в – Расходники и комплектующие на Кабель КРТП с гибкими многопроволочными жилами из меди предназначен для передвижных аппаратов, которыми выполняют ручную сварку. Спрашивайте, я на связи!
Другие способы подключения своими руками
В старом доме защитные устройства, проводка и розетки не рассчитаны на большую нагрузку. Сильный ток провоцирует короткое замыкание. Броски напряжения способны повредить бытовую технику в собственной квартире и у соседей. Чтобы исключить проблемы с подключением, следует рассмотреть решение этой и других типовых задач.
С помощью генератора тока
Для организации автономного электроснабжения применяют компактную электростанцию с бензиновым (дизельным) двигателем. Такой генератор можно купить либо арендовать на время выполнения рабочих операций. При выборе оборудования проверяют:
- мощность;
- стабилизацию напряжения;
- соответствие условиям работы.
Расчет выходных параметров для рассмотренного примера со сваркой толстых листов:
- ток – 240 А;
- напряжение – 40 V;
- мощность – 9600 Вт = 240*40.
Генератор на 10 кВт в таком режиме будет работать на пределе своих возможностей. Это сокращает ресурс функциональных агрегатов, увеличивает риск перегрева и поломок. Чтобы исключить негативные факторы, выбирают источник с запасом по мощности 25±5%.
Использование удлинителей
Длина серийного сетевого кабеля не превышает 4 м. Для расширения рабочей зоны применяют «переноску». Если сварочный ток не более 150 А, подойдет 20-метровый удлинитель с площадью поперечного сечения проводников 2,5 мм кв. Линию питания устанавливают без изгибов, чтобы исключить паразитное влияние индуктивного сопротивления.
Рекомендуем к прочтению Как выбрать электроды для инвертора
Выбор параметров кабеля
Для передачи сильного тока применяют проводник с большим поперечным сечением в толстой защитной оболочке. Закрепленные клеммы используют для подключения к сварочному аппарату. При выборе кабеля обращают внимание на следующие детали:
- медный проводник обеспечивает низкое удельное сопротивление;
- применение алюминия снижает себестоимость изделия;
- многожильная конструкция сохраняет целостность жилы после неоднократного воспроизведения циклов скручивания/ выпрямления;
- оболочка со специальными добавками устойчива к высоким и низким температурам.
Важные параметры кабельной продукции определяют по специальной маркировке в названии:
- ХЛ (Т) – изделие предназначено для эксплуатации в холодном до -60°C (тропическом) климате;
- Н – негорючая изоляция;
- КГ – гибкий кабель;
- ПЭС – модификация для полуавтоматического аппарата.
Подходящее сечение выбирают с учетом силы тока (максимальной):
- 6 мм кв. – 100 А;
- 10 – 120;
- 25 – 200;
- 35 – 290;
- 50 – 300.
| Площадь сечения проводника, мм кв. | |||
| Ток (I), А | Длина кабеля, м | ||
| 0-15 | 15-30 | 30-60 | |
| 30-100 | 25 | 25 | 50 |
| 100-200 | 35 | 50 | 70 |
| 200-300 | 50 | 70 | 90 |
Для точного расчета применяют формулу Д=С/К, где:
- Д – допустимая длина;
- С – площадь поперечного сечения;
- К – поправочный коэффициент (К=I/100).
При проверке комплектации кроме кабеля следует правильно выбрать держатель и зажим для присоединения массы.
При выборе кабеля необходимо обратить внимание на ряд деталей.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
Основы работы сварочным инвертором
На стадии подготовки уточняют особенности технологического процесса. Электрод 2,5 мм применяют при силе тока 90±10А для сварки заготовок следующей толщины (мм):
- чугун – 3 и более;
- нержавеющая сталь – 1,5;
- «мягкие» сорта стали – от 2 до 5.
Чтобы выяснить, как подключить сварочный инвертор в других исходных условиях, пользуются справочными данными. По результатам пробного шва корректируют рабочие параметры.
При увеличении силы тока:
- шов получается глубже;
- можно быстрее перемещать электрод без ухудшения надежности соединения.
Рекомендуем к прочтению Как отремонтировать сварочный инвертор самому
Перед сваркой тщательно очищают поверхности. Удаляют ржавчину, жир, краску. Для создания качественного шва с одинаковой интенсивностью прогревают обе заготовки.
Равномерно распределяют расплав по сторонам. Следует учитывать уменьшение длины электрода и соответствующее изменение параметров дуги.
Тренировкой улучшают рабочие навыки. Новички для улучшения видимости разметкой выделяют линию соединения. Электрод перемещают под углом 30-60°. Сохраняют постоянную длину дуги 2-3 мм.
Характеристики сварочного инвертора Ресанта САИ 190
Для работы аппарата ручной дуговой сварки САИ 190 рекомендуется приобретать электроды диаметром до 5 мм. Максимальный сварочный ток составляет 190 ампер (паспортно-технические данные). Однако практикующие специалисты отмечают тот факт, что показатели завышены. Добиться на практике таких значений практически невозможно, и они несколько ниже.
Инвертор обладает небольшими габаритами и малым весом – не более 5 кг. Это удобно, если приходится часто транспортировать оборудование. К примеру, брать его с собой на дачу и забирать по возвращении домой. Широкий диапазон рабочих температур: от -10 до +40 градусов Цельсия, что очень практично для нашей климатической зоны.
Стоит отметить весьма скромную комплектацию сварочного инвертора. В сумму заложены сварочные и подающие питания кабели. Всю остальную оснастку придется докупать. С другой стороны, на оборудование предоставляется двухгодичная гарантия, что вселяет уверенность в его надежности.
Подключение с разной полярностью
Электроны перемещаются в проводнике от минуса к плюсу. Поэтому параметры шва зависят от того, как подсоединить кабели зажима и массы с учетом полярности.
Прямой способ – это подключение минуса к электроду. В этом случае улучшается прогрев заготовки. Технологию используют для соединения толстых листов.
Обратную полярность применяют для выполнения аккуратных рабочих операций. Сравнительно меньшее температурное воздействие предотвращает сквозной прожиг тонких изделий.
Меры предосторожности
Для безопасного воспроизведения технологических операций применяют следующие правила:
- проверяют целостность аппарата, изоляции;
- измеряют напряжение (в режиме холостого хода U=0);
- уточняют соответствие сети питания подключаемой нагрузке;
- убирают посторонние предметы из рабочей зоны;
- устанавливают защитное заземление;
- создают хорошую вентиляцию и освещенность;
- пользуются обувью с резиновой подошвой (ковриком, деревянным настилом) для предотвращения поражения электрическим током;
- применяют защитную одежду, краги, маску.
Перед созданием соединения проверяют проседание напряжения в сети пробной сваркой при максимальной силе тока. Рекомендуется разместить на небольшом расстоянии от рабочей зоны песок или другие средства для оперативного тушения очага возгорания.