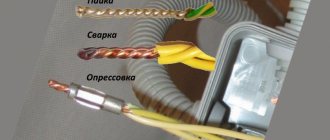
Преимущества и недостатки пайки электропроводки
Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Способы соединения проводников в коробке
Не существует единственно возможной методики. Выбирая способ, как соединить провода в распределительной коробке, электрик взвешивает все факторы: от стоимости материалов до предполагаемой нагрузки.
- Клеммы. Есть мнение, что такой способ является самым надежным, однако это неверное утверждение. Чаще всего, клеммы применяются на коробках с готовыми контактными площадками.
Такое соединение проводов в коробке, позволяет в любой момент отсоединить одну из линий (например, для ремонта), не нанося ущерб всей энергосистеме. Есть два способа подключения, непосредственно на колодку (изготовив кольцо из жилы провода), или с помощью клеммы. С кольцом все просто, необходимо лишь обеспечить укладку провода таким образом, чтобы при затяжке резьбового соединения, не ослабился контакт.
А вот с клеммами все сложнее. Обжимать одножильный провод нерационально: можно механически повредить проводник, и в любой момент жила отломится. Да и при укладке в коробке, одножильный кабель с клеммами занимает много места, сложно развести разные фазы на достаточное расстояние.
Отличный результат получается при обжиме многожильного мягкого кабеля, контактная клемма укладывается удобно. Но стационарная прокладка многожильного кабеля — это нонсенс.
Итог: Клеммные колодки в распределительной коробке удобны, но соединение лучше проводить непосредственно жилой под винт, без использования обжимных клемм.
Существуют современные коробки, с контактными колодками быстрого монтажа. Такое решение действительно удобно, но рассчитано на малую нагрузку.
Таким образом, применение контактных колодок оправдано лишь при необходимости периодически отсоединять одну из линий. Да и то, рано или поздно проводник отломится.
- Для стандартной разводки в квартире (или домовладении), все-таки больше подходит классика:
Сварка проводов в распределительной коробке применяется с незапамятных времен. Тот, кто ремонтировал свои «хрущевки» или «брежневки», наверняка обратил внимание на капельку застывшего расплава на конце алюминиевых скруток в коробках.
Сегодня применение алюминиевой проводки запрещено ПУЭ, а способ соединения сваркой по-прежнему популярен. Суть в следующем: после тщательного закручивания зачищенных жил, на конечную точку кратковременно подается контакт сварочного аппарата.
Обычно это компактный прибор небольшой мощности. Его применяют практически все профессиональные электрики. Работает по принципу споттера для точечной сварки. Дугу зажечь не получится, но металл в точке приложения плавится исправно. На рисунке изображена простейшая схема, которую можно собрать в домашних условиях.
Качество соединения более чем достаточное. Помимо общей длины скрутки (40–50 мм), шарик на конце образует точку с минимальным сопротивлением. Дополнительный плюс — такая скрутка не раскрутится даже при перемещении проводов внутри коробки.
Если сварочный аппарат недоступен — ограничиваемся обыкновенной скруткой. Разумеется, соединение производим не пальцами, а с помощью пассатижей. Все концы проводника должны быть зачищены (но не уменьшены в сечении), длина оголенной части перед началом скрутки не менее 70 мм.
Скрутка производится после окончательного закрепления проводов в коробке. Если кабель будет двигаться, соединение может потерять прочность. Как результат — искрение, перегрев, и обрыв контакта. Хорошо, если обойдется без пожара.
- Как вариант — вслед за скруткой проводится пайка проводов в распределительной коробке.
Важно! Среди дилетантов распространено мнение: под нагрузкой, скрутка нагреется, и припой расплавится. Во-первых: нагрузка, способная нагреть проводник до температуры плавления припоя, в домашних условиях нереальна. Разумеется, при условии исправных защитных автоматов. Во-вторых: нагрев на скрутке происходит по причине неплотного контакта, а это как раз решается пропайкой.
Надежность получается ненамного хуже, чем при сварке. При этом нет необходимости приобретать (делать самому) сварочный аппарат, достаточно мощного паяльника или даже строительного фена.
Совет: Используйте как можно более мощный прибор для пайки. Лучше кратковременно воздействовать высокой температурой, чем медленно и долго греть контакты слабым нагревателем.
Во время нагрева, следите за состоянием изоляции. Если она начала плавиться, сделайте перерыв до полного остывания. Сразу после пропайки не шевелите провод, дайте возможность остыть как припою, так и изоляции.
Применяйте тугоплавкие припои, у этих сплавов выше прочностные характеристики.
- Опрессовка. С точки зрения электропроводности, качество контакта не лучше, чем у обычной скрутки. Но прочность соединения возрастает в разы. Если нет возможности сварить или пропаять скрутку, обожмите ее с помощью специальной втулки.
Можно обойтись и пассатижами, но специальный инструмент все-таки надежнее. Есть втулки для параллельного сращивания проводов, а есть для фиксирования скруток. Принципиальной разницы нет. Если проводников два или три, подойдет параллельный обжим. При большем количестве — опрессовка после скрутки.
Фактически, выше рассмотренные способы являются модернизацией старого доброго скручивания. Не следует относиться к вопросу скептически. Из-за плохого контакта в распределительной коробке, произошло множество пожаров, нанесен ущерб бытовой технике. Поэтому при ремонте электропроводки в своем жилище, используйте по максимуму технические средства улучшения контакта в скрутке.
Что нужно для пайки электропроводки
Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Газовая горелка Припой
Канифоль сосновая для пайки
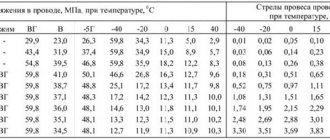
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Если требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом. Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Соединение проводов наушников
Нередко исправные наушники приходят в негодность по причине обрыва провода рядом со штекером. Но если имеются вышедшие из строя наушники с целым штекером, можно заменить этот элемент, соединив провода.
Работа выполняется в таком порядке:
- обрезается кабель у штекера перед повреждённым местом и целый элемент от неисправных наушников;
- изоляция снимается на длину до 2 см;
- находится общий провод и проверяется целостность остальных жил;
- обрезаются внутренние жилы следующим образом: один не трогается, общий – на 5 мм, второй – вдвое больше;
- зачищаются и лудятся места соединения длиной до 5 мм;
- на провода одевается термоусадочная трубка с запасом в 3 см по отношению к длине места контакта;
- на концы подлиннее одевается термоусадочная трубка до 1 см по длине, общий провод остаётся свободным;
- жилы скручиваются и пропаиваются;
- готовые контакты выгибаются наружу, закрываются термоусадочной трубкой и прогреваются огнём зажигалки или спички.
Таким способом можно восстановить вышедшие из строя наушники.
Как паять медные и алюминиевые провода
Пайка проводов методом скрутки
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Чем можно изолировать припой
Есть три метода:
- Паяльная маска;
- Изоляционный лак;
- Защитный флюс.
Паяльная маска широко распространена среди мастеров по ремонту сотовых и ноутбуков. Они используют маску, чтобы изолировать тонкие провода, или дорожки друг от друга.
Маска затвердевает от ультрафиолета. Она наносится на поверхность и под лучами ультрафиолетового фонарика затвердевает за 5-10 минут. Бывает в разной цветовой палитре: зеленой, желтой, синей, красной и т.п.
Изоляционный лак, как правило, не имеет цвета. Наносится тонким слоем на контакт. Имеет резкий запах, поэтому следует работать в проветриваемом помещении. Время полного затвердевания разное, зависит от производителя. Полное затвердевание может быть, как за 6 часов, так и 24 часа.
Защитный флюс самый простой вариант. После пайки можно его не удалять, у него высокое сопротивление, и со временем затвердевает.
Раньше во время производства электроники применялся простой метод покрытия плат от внешнего воздействия. Это смесь канифоли и спирта. Она надежно закрывает слой припоя. Однако, и это не идеальный метод, но он работает.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.