Метод сварки
Для более надёжного контакта производится сварка соединительных проводов в распределительной коробке. При таком варианте концы жил сплавляются и образуют единое целое, что является гарантией безопасности и надёжности. Цельные контакты не подвергаются окислению, и сварные соединения со временем не слабеют.
Недостаток сварки в том, что вы должны уметь обращаться со специальным оборудованием, либо придётся приглашать профессионала.
Необходимые инструменты
Кроме того, что вы должны уметь варить, вам понадобятся:
- нож (чтобы снимать с жил изоляционный слой);
- бумага наждачная (чтобы зачистить соединяемые поверхности);
- инвертор сварочный;
- перчатки (защищают руки во время сварочных работ);
- очки либо маска (защищают глаза во время сварочных работ);
- электрод графитовый (угольный);
- флюс для защиты расплава от действия воздуха.
Алгоритм сварочного соединения
- С жил снимите ножом изоляцию на 70-80 мм.
- Наждачной бумагой зачистите жилы до блеска.
- Описанным выше методом сделайте скрутку проводов, её длина должна получиться не менее 50 мм.
- За верхнюю часть скрутки аккуратно зацепите клещи заземления.
- Снизу скрутки поднесите электрод, слегка коснитесь, чтобы разжечь дугу, и уберите. Сварка проводов происходит буквально за какие-то доли секунды.
- После этого дайте месту сварки остыть и изолируйте соединение.
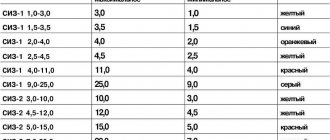
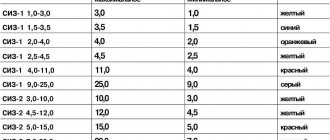
Ещё один важный вопрос, сколько ампер выставить на сварочном аппарате? Для жил сечением 1,5 мм2 достаточно будет 30 А сварочного тока, для 2,5 мм2 – 50 А.
Сварка скруток в распредкоробке наглядно показана в этом видео:
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
| Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Преимущества и недостатки
При выборе приспособления для пайки радиодеталей, следует обратить внимание на техническую документацию. Пренебрегать советам профессионал не стоит, т.к. многолетний опыт может помочь выбору подходящего приспособления новичкам. Выбор между керамическим и обычным прибором может завести в тупик, не опытный мастер должен ознакомиться с отрицательными и положительными сторонами каждого изделия. Достоинства медных наконечников, используемых с оборудованием регулировки температуры паяльника:
- доступная цена дает возможность приобрести его начинающему мастеру;
- стойкость к механическим воздействиям дозволяет избежать поломок механизма, когда процесс еще не освоен полностью.
Отрицательные стороны:
- Медная проволока не славиться долговечностью из-за воздействия высоких показателей нагрева на протяжении длительного времени. Избежать перегрева допустимо делая паузы в процессе, рассматриваемый способ сохраняет целостными даже дешевые модели.
- Медленный нагрев подключения к электросети.
Керамические паяльники, включающие терморегулятор, отличаются следующими достоинствами:
- цельная система делает возможным избегать выхода прибора из строя;
- настроенные показатели температуры доступны сразу после подключения к сети, некоторые модели нагреваются менее, чем за минуту;
- надежный узел при соблюдении правил эксплуатации.
При использовании любых аппаратов сталкиваешься с рядом отрицательных сторон, керамические изделия не исключение. Разрушенное жало заменяется только оригинальным, из-за конструктивных особенностей каждой из модели. В случае падения, нагревательный компонент трескается, теряет рабочие свойства.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Завершение сборки паяльника
Конечно, прежде чем присоединять шнур, я надел на него ручку. Далее оставалось только вкрутить корпус паяльника
в ручку при помощи его импровизированной резьбы.
После соединения ручки с корпусом
место выхода шнура из ручки дополнительно укреплено, чтобы шнур не болтался в ручке и посторонние усилия не передавались на соединения, находящиеся внутри.
Наконец, жало вставлено
,
паяльник испытан
. Всё получилось, как надо. Правильно собранный из подходящих материалов паяльник не дымит и не источает запахов. Ручку чуть позже я покрыл лаком.
Если жало входит в нагреватель
слишком свободно, можно обернуть его полоской алюминиевой фольги. Медную фольгу лучше не использовать, чтобы не получить со временем на её месте окалину, мешающую вынуть изношенное жало. После испытаний я немного укоротил жало, доведя его наружную длину примерно до десяти диаметров. Уменьшение длины жала расширяет возможности паяльника и позволяет даже
тонким жалом
выполнять не самую мелкую работу.
Болтовые соединения
Такое соединение довольно надежное, но громоздкое. Для современных распределительных коробок он не подойдет из-за своих габаритов, но для больших коробок старого образца – в самый раз. Таким методом можно соединять как однородные, так и разнородные металлы. Работа выполняется следующим образом:
- На болт надевается стальная шайба.
- С проводников снимается изоляция, и они формируются в виде кольца.
- Первое кольцо надевается на болт.
- Затем на очереди другая стальная шайба, которая помещается на болт следом за первым.
- Сверху одевается второй соединительный провод.
- Весь этот «бутерброд» зажимается гайкой.
- В конце все нужно заизолировать.
Именно такая конструкция делает контакт громоздким. Если вам нужно соединить несколько пар проводов, то такой вариант не будет наилучшим.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Конструкция
При выборе инструмента важно подобрать необходимые размеры настройки. Важно обращать внимание на элемент регулировки, качественный паяльник обладает переключателем с указанными температурами минимального и максимального уровня. Тумблер отвечает за переключение напряжения, простая конструкция может не отвечать требованиям при спайке материала. Термостабилизация позволяет избежать перегрева жала при долгом простое инструмента. Паяльник с регулировкой температуры допускает устанавливать количество выделяемого тепла жалом при мелких работах. Режимы эксплуатации:
- Рабочая производительность может варьироваться от 60 до 140 Вт, среднее напряжение на выходе – 80 Вт.
- Питание происходит от электросети 220 В.
- Диапазон жара начинается от 185 °С, для легкоплавких припоев и мягких материалов, доходит до 450 °С для более тугоплавких изделий.
Схема паяльника с терморегулятором
Регулировка производится специальным тумблером, погрешность установки формата составляет 10 °С.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
Соединение методом сварки
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
Соединение проводов метод опрессовки
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме
Эти наконечники крепятся к проводу методом опрессовки.
Материалы для изготовления паяльника
После первого взгляда на фото с изображением материалов может показаться, что перед фотоаппаратом вытряхнули и аккуратно разложили содержимое мусорной корзины. Да, паяльник, описанный в данной статье, сделан из такого вот «мусора».
С выбором материала для ручки особо мудрить не пришлось. Ручка паяльника
изготовлена из древесины. Это легкодоступный материал, который и обрабатывается легко, достаточно прочен, и обладает хорошими теплоизоляционными свойствами.
Жесть от консервной банки использована для изготовления корпуса паяльника
. Это мягкая листовая сталь, которая легко режется и гнётся, и, в то же время, свёрнутая в трубку обладает достаточной для
миниатюрного паяльника
прочностью. Настоятельно рекомендую жесть от сгущённого молока — она не имеет полимерных покрытий, что важно для нашего случая. Жесть, покрытая снаружи лаком, как у рыбных консервов, или изнутри чем-то белым, как у разных там горошков-кукуруз, не годится из-за этого самого покрытия. Оно начнёт при высокой температуре выделять ненужные нам продукты горения. Особо хочу подчеркнуть, что в магазине нужно покупать не «сгущёнку», а именно молоко цельное сгущённое с сахаром. Не буду здесь описывать разницу — это к теме не относится, но разница между этими продуктами есть, и качество жести тоже может быть разным.
Следующим по списку у нас идёт силикатный клей
. Это очень интересное вещество. Оно не содержит органики, не ядовито, не опасно для кожи — можно работать без перчаток. После высыхания превращается в стекло — вещество, которое легко выдерживает высокую температуру (для паяльника более чем достаточную) и в то же время не проводит электрический ток. При добавлении термостойкого волокна образует композит, обладающий ещё и высокой механической прочностью. Что нам и требуется в качестве изоляции при
изготовлении нагревателя
.
Силикатный клей во времена СССР можно было купить в любом книжном магазине. Это был самый популярный клей для бумаги и картона. Но, надо признать, для бумаги он не очень хорош. Видимо поэтому сейчас его в продаже встретить не так-то просто. Силикатный клей почти полностью вытеснен более современными клеями для бумаги. А жаль, ведь он незаменим при изготовлении паяльника
. Но всё-таки он до сих пор встречается в продаже. Флакон клея, изображённый на фото среди прочих материалов, куплен в 2016 году за символическую цену. Рублей за пятнадцать. Признаюсь, увидев его в газетном киоске, расположенном на территории продуктового магазина, я сразу подумал о новом
самодельном паяльнике
, в котором будут собраны воедино все накопленные лучшие технологические решения. Продавец как-то странно посмотрела на меня, явно не одобряя выбор. Хотела предложить клей более качественный. Но я заверил её, что
силикатный клей
отечественного производства для некоторых случаев бывает просто незаменим. Против такого мощного аргумента ей возразить было нечего, и выгодная сделка состоялась.
Добавлю, что в продаже сейчас много китайского клея для бумаги, и, вроде бы, тоже силикатного. Но я не пробовал его использовать, так как очень сомневаюсь в его составе. Скорее всего, в нём содержится большой процент примесей, делающих клей более подходящим для бумаги, но абсолютно непригодным для изготовления высокотемпературного композита
. Эти возможные примеси при нагреве могут начать химически разрушаться с выделением ядовитых веществ. Возможно и значительное снижение прочности изделия. Поэтому для меня при покупке важным было то, что это клей отечественного производства, притом очень дешёвый, а значит, представляющий собой всего лишь
жидкое стекло
без каких-либо добавок.
Тонкая стальная проволока используется для обвязки жестяного корпуса, что позволяет закрепить в нём нагреватель, а также создать «резьбу» под ручку — простое, но очень эффективное решение. Помимо этого два отрезка стальной проволоки требуются для изготовления выводов нагревателя.
Потребуется мягкая листовая сталь толщиной около 0,5 мм. Небольшой прямоугольник сворачивается в цилиндр, который затем вставляется в корпус со стороны присоединения ручки и обеспечивает в этом месте необходимую прочность. Листовое оцинкованное железо продаётся в магазинах стройматериалов. Это мягкая сталь, вроде той, что используется в консервных банках. Она тоже легко режется и гнётся, но гораздо толще консервной, и поэтому детали из неё прочнее. Дефицитом не является, но в магазинах продают только большие листы. Одного такого листа хватит на тысячу паяльников. Впрочем, материал хорош для многих применений. Его в любом случае нужно иметь в домашнем хозяйстве.
Для изготовления нагревателя
также потребуется
проволока из сплава с высоким удельным сопротивлением
. Добыть такую проволоку можно разными способами. В описываемом случае проволока взята из проволочного подстроечного резистора, который когда-то был выпаян из цветного телевизора отечественного производства. Чтобы её выровнять, проволоку можно протянуть о край стола. Необходимо оценить толщину проволоки, её длину и сопротивление. Высокая точность в данном случае не требуется. Просто имейте в виду, что очень тонкая проволока снижает надёжность паяльника из-за риска перегорания. Толстую проволоку будет труднее наматывать, да и толщина изделия будет увеличена. С сопротивлением проволоки (а, следовательно, и с
напряжением питания паяльника
) точно угадать сложно — неизвестно, сколько её уйдет на нагреватель. Проще сделать приблизительный вариант, а когда паяльник будет готов, подобрать напряжение для достижения необходимой мощности. Но слишком большие ошибки с сопротивлением нагревателя приведут к тому, что либо очень большой ток придётся подводить к нагревателю, что повышает требования к проводам и электрическим соединениям, либо делать источник питания с очень «специфическим» напряжением, например вольт на 50. Впрочем питание от 50 В при завышенном сопротивлении нагревателя гораздо лучше и надёжнее, чем неоправданно большой ток — при заниженном.
Для изготовления жала
отлично подходит толстый обмоточный провод диаметром от 1 до 2 мм. Вы можете отложить прозапас целый моток такого провода, как расходный материал, и в дальнейшем, по мере износа, изготавливать новые жала.
Конструкция паяльника
предусматривает возможность
замены жала
. Оно вставляется в стальное основание нагревателя и держится на трении. Так что переживать по поводу выгорания жала не придётся.
Асбест — природный волокнистый минерал. Устойчивость к высоким температурам — одно из его наиболее ценных качеств. В сочетании с силикатным клеем
позволяет получить отличный композит для
изоляции нагревателя
.
Как видите, материалы в основном легкодоступные. Трудности могут возникнуть с поиском асбеста
. Если не найдёте шнур, можно попробовать измельчить асбестовый картон и, смешав его с силикатным клеем, получить кашицу. Её и использовать для изоляции нагревателя. Но я этот метод не пробовал. Я использовал шнур, отделяя от него более-менее ровные участки и наматывая на изолируемую поверхность. Затем пропитывал силикатным клеем. Можно попробовать использовать стекловолокно. В конце статьи об этом подробнее. Была идея насчёт использования гипса или даже глины, но и эти материалы я не пробовал применять, так что ничего не гарантирую. Так или иначе, что-нибудь подходящее найти можно.
Соединение согласно ПУЭ
При монтаже электрических сетей специалисты руководствуются следующими документами:
- ПУЭ 7 (Правила устройства и эксплуатации электроустановок);
- СНиП 3.05.06-85 «Электротехнические устройства»;
- ГОСТ Р 50571.5.52-2011 «Электроустановки низковольтные».
В ПУЭ 7 в качестве разрешенных указаны следующие виды соединений (глава 2.1, раздел «Электропроводки», п. 2.1.21):
- опрессовка;
- сварка;
- пайка;
- зажимы винтовые, болтовые и т.п.
В СНиПе 3.05.06-85 ():
- сварка;
- опрессовка;
- зажимы.
ГОСТ Р 50571.5.52-2011 (раздел 526 «Электрические соединения», п. 526.2) рекомендует пайку не использовать по упомянутым выше причинам (не касается коммутационных схем). Если же паяные соединения имеются, указывается в документе, то должны быть учтены возможные смещения, механические усилия и возрастание температуры при КЗ.
Как видно, пайку допускает только ПУЭ. Скрутка же вообще нигде не упоминается: применять этот способ ввиду недолговечности и низкой надежности официально запрещено.
Для чего повышать мощность
Нецелесообразно для выполнения паяльных работ различного характера приобретать несколько вариантов. Повышенная интенсивность применяется при кратковременных воздействиях на элементы, хрупкие детали могут не выдержать высоких температур и прийти в негодность. Сгоревшие дорожки, расположенные вблизи контролёры могут повлиять на работу ремонтируемой детали.
Паяльная станция с терморегулятором
Меньшая мощь на выходе способствует медленному разогреву и низкой температуре. При представленных показателях в процессе пайки нужно дольше воздействовать на материал до начала плавления. Долгосрочные нагревы могут также пагубно повлиять на плату. Во избежание серьезных последствий, следует правильно подобрать уровень отдачи путем регуляции. К примеру, для сцепления массивных предметов требуется повысить интенсивность до того момента, когда время воздействия на элементы будет меньше температуры плавления и при условии использования соответствующего припоя.
Пайка паяльником
Пайка скрутки паяльником
Метод очень схож со сваркой, только в данном случае провода соединяются при помощи припоя. Для этих работ понадобится паяльник. Для работы вам понадобятся:
- паяльник;
- мелкая наждачная бумага;
- канифоль (флюс);
- кисточка для нанесения канифоли на;
- оловянно-свинцовый припой.
Порядок работы такой же, как при сварке:
- Снятие изоляции и зачистка наждачной бумагой.
- Скрутка.
- Нанесение флюса.
- Непосредственно пайка. Паяльником расплавляется припой, который должен затекать в саму скрутку, надежно соединяя провода между собой.
Спаянная проводка в распредкоробке паяльником
Зачастую таким методом спаивают медные провода, но если приобрести специальный припой для пайки алюминия, то можно и паять и медь с алюминия.
Пайка довольно надежный, но не рекомендован в тех местах, где может быть сильный нагрев. Более того, при механическом воздействии соединение может ослабеть.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Желание приобрести горелку для пайки имеет под собой определенную базу, то есть необходимость что-то сделать при помощи данного инструмента. Кто-то решил попробовать себя в качестве ювелира, кто-то осваивает специализацию электрика и понимает, что одного паяльника недостаточно, кто-то просто привык все чинить своими руками, начиная от автомобильного радиатора и заканчивая бытовой техникой.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Иногда проще сделать, чем купить
В арсенале хорошего электронщика инструмент должен быть самый разный. Это касается и паяльников. Невозможно обойтись одним паяльником на все случаи. С мощными паяльниками обычно проблем не возникает: в продаже этого добра хватает на любой вкус. А вот с их «младшими братьями» сложнее. Впрочем, правильнее говорить не о мощности (она к тому же в идеале должна быть регулируемой), а о диаметре жала и расстоянии от кончика жала до ручки. О мощности часто говорят, как об основном критерии, просто по той причине, что паяльники с толстым жалом предназначены для работы с массивными деталями, обладающими большой тепловой ёмкостью — для их прогрева инструмент должен развивать достаточно большую мощность. И наоборот, для самого мелкого монтажа, пайки SMD-компонентов
и микросхем с маленьким шагом выводов требуется
миниатюрный паяльник
с очень
тонким жалом
. Такому паяльнику не нужна большая мощность, потому что тепловая ёмкость деталей в данном случае очень мала. При этом, чем меньше расстояние от кончика жала до ручки, тем точнее движения во время пайки. Особенно это заметно под микроскопом. А вот с длинным паяльником намного возрастает вероятность промахнуться, и, например, «склеить» две близко расположенные дорожки или выводы у микросхемы, а потом потратить время на устранение такого дефекта. А в
мелком монтаже
это бывает очень непросто.
Это всё, что нужно для изготовления паяльника!
1 — деревянный брусок (материал для изготовления ручки); 2 — консервная банка из-под сгущённого молока (мягкая сталь для корпуса); 3 — силикатный клей (жидкое стекло — связующий компонент для термостойкого композита); 4 — моток тонкой стальной проволоки; 5 — мягкая сталь около 0,5 мм, часто называемая оцинкованным железом; 6 — проволочный подстроечный резистор (источник высокоомной проволоки для нагревателя); 7 — отрезок медного обмоточного провода для изготовления жала; 8 — асбестовый шнур (волокно для термостойкого композита). На фото не показан только электрический провод, маленький кусочек стеклотекстолита, а также сантиметров 10 любых ниток и капелька клея БФ. Все остальные использованные материалы на фото изображены.
Электроника всё мельчает и мельчает. Сегодня жало диаметром даже в 1 мм для некоторых случаев кажется толстым. В магазинах хозтоваров редко встречаются паяльники мощностью менее 25 Вт и диаметром жала менее 4 — 5 миллиметров. За таким товаром лучше обращаться в специализированные магазины. Можно поискать и в интернет-магазинах. В общем-то, интересные образцы найти можно. Но и с этими образцами, как правило, что-нибудь, да не так. От «бочки дёгтя» не застрахована ни одна «ложка мёда». Я, например, не понимаю моду на жала с рабочим концом конической формы из какого-то трудно облуживаемого сплава. Такие жала (если не точить, а точить их, вроде бы, нельзя) не имеют рабочей грани и плохо смачиваются припоем. А ведь хотелось бы, чтобы, как сказал поэт: «И пальцы просятся к перу, перо к бумаге». Только в нашем случае вместо пера паяльник, и вместо бумаги сами знаете что. Да, паяльник одним своим видом должен навевать вдохновение. А что? Техническое творчество тоже требует вдохновения. Это тоже своего рода искусство.
В общем, можно искать готовый паяльник и приспосабливаться к его недостаткам, а можно сделать паяльник своими руками
, приспособив его под свои предпочтения.
Конструкции распределительных коробок
Соединение проводов производится в распределительных (или распаечных) коробках, потому что это наиболее удобный способ монтажа. При любых неполадках и необходимости прозвонки отдельного провода стоит только открыть коробку и выявить предполагаемый к тесту проводник. Соединить провода в коробке можно несколькими способами, которые описаны в Правилах установки электроустановок (ПУЭ).
Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Распредкоробки бывают двух форм: прямоугольной и круглой (полукруглой). Из коробки имеются четыре вывода, оснащенные штуцерами для крепления кабель-каналов или гофрошлангов. В современном подходе к прокладке кабелей всегда используются эти изделия.
Переключатели и диммеры
Переключатель простого типа дает выбрать положение в двух направлениях. Агрегат эксплуатируется на минимальных и максимальных величинах отдачи, дозволяя лишь экономить электроэнергию. При минимальном уровне жало поддерживается необходимой степенью нагрева на подставке, нажатие на переключатель разогревает его. Изделием, оснащенным указанным типом переключателя выполнить качественное слияние металлов затруднительно, т.к. отсутствует полная настройка параметров. Диммируемые разновидности регулируемых устройств позволяют выбрать важные параметры.
Самодельный диммер для паяльника
Устройство включает диммер, который присутствует в сетке между кабелем питания и нагревательным элементом. Регулировка производится путем контроля вольтажа, данные механизмы популярны среди начинающих радиолюбителей, за счет не высокой цены.
Виды соединений
Виды соединений проводов
Какова задача при соединении проводов? Обеспечить хороший контакт жил между собой, чтобы цепочка не разрывалась, и не было риска возникновения короткого замыкания. Для того чтобы это обеспечить можно действовать несколькими способами:
- Скрутка.
- Опрессовка.
- Сварка.
- Пайка паяльником.
- Использование винтовых контактных зажимов.
- Болтовые соединения.
- Самозажимные клеммы.
Это проверенные годами способы, которые вы можете использовать для того, чтобы обеспечить надежный контакт. Давайте подробно рассмотрим каждый из них. Вы узнаете, как правильно объединять провода любым из этих вариантов.
Такие скрутки в распределительной коробке официально запрещено. В седьмом издании нормативного документа ПУЭ, 2 глава, пункт 2.1/21 перечисляются все виды допустимых соединений, но в них нет скрутки. И это не удивительно, так как такой контакт чувствительно к импульсному току и имеет большое переходное сопротивление. Со временем контакт будет ухудшаться и просто выгорит. Из-за того, что площадь соприкосновения небольшая, при сильной нагрузке происходит нагрев, и контакт еще больше ослабляется.
Не рекомендуется использовать такой вид соединения, несмотря на то, что некоторые мастера все же используют его. Если вы выбираете скрутку, вся ответственность ложится на вас.
Этот вариант выбирают из-за его простоты. Достаточно всего лишь зачистить 10–20 мм изоляции и скрутить провода друг с другом при помощи плоскогубцев. Так делали наши отцы и прадеды. Но такое соединение часто бывает ненадежным, особенно если используется алюминиевая жила.
Способ №1: Из ПЭВ резистора
Для такого паяльника вам понадобится старый резистор в керамической изоляции, который будет использоваться в качестве нагревательного элемента. Можно использовать резистор из старого электрооборудования, требуемые параметры рассчитываются по формуле: P = U2 /R,
Где P – мощность паяльника;
U – питающее напряжение;
R – омическое сопротивление резистора.
Такой самодельный паяльник рассчитан на работу от низкого напряжения в 12 или 24 В, что следует учитывать при расчете мощности устройства. Благодаря чему его можно запитать как от понижающего блока питания, так и от автомобильного аккумулятора. При необходимости, вы можете подобрать резистор и под напряжение питания сети 220 В, но в данном примере мы рассмотрим низковольтный вариант.
Помимо ПЭВ резистора для изготовления вам понадобятся кусочки текстолита, гетинакса или сухой древесины для изолирующей рукоятки, главное, чтобы они выдерживали высокие температуры. Два медных стержня различного диаметра для изготовления теплоприемника и паяльного жала. Соединительные провода или заводской блок питания на 12В. Также вам пригодятся элементы для фиксации, напильник, электролобзик, сверло, метчик, дрель.
Процесс изготовления паяльника состоит из таких этапов:
- Для токоприемника выбирается медный стержень, который должен плотно входить во внутреннее отверстие резистора. От плотности будет зависеть качество теплопередачи от нагревателя к жалу паяльника.
Рис. 1: плотно входит в отверстие - Для жала подбирается медный прут или проволока меньшего диаметра. Заточите край прута для получения нужной формы, наиболее удобным для новичков считается форма плоской отвертки.
- Просверлите с обеих сторон отверстия и нарежьте в них метчиком резьбу – одно под фиксирующий болт с шайбой, второе под медный наконечник.
- Вставьте теплоприемник в резистор и замерьте глубину залегания, поставьте отметку на поверхности. По отметке сделайте радиальный паз при помощи напильника – в него будет вставляться стопорное кольцо, которое можно сделать из пружинки или шайбы.
- На одном конце медной проволоки для жала паяльника нарежьте резьбу и вкрутите ее в теплоприемник.
Рис. 2: вкрутите в теплоприемник - Соберите всю конструкцию вместе, зафиксируйте оба медных прутка при помощи резьбовых соединений и стопорного кольца.
- Зачистьте концы блока питания от изоляции, если необходимо, удалите и штекер он больше не понадобиться.
- Закрепите концы медных проводов от блока питания на контактах резистора. Для этого используйте болтовое соединение, обязательно плотно зажимайте гайки, чтобы получить хороший контакт.
- При помощи лобзика выпилите из старой платы рукоятку, в данном примере она будет состоять из двух половинок, между которыми расположен электрический шнур. Также в ней можно пропилить борозду под провода
Рис. 3: поместите шнур питания в рукоятку - Соберите рукоятку – закрепите половинки при помощи болтов или заклепок.
Аккумуляторный паяльник готов, его можно использовать для пайки микросхем, электрических контактов автомобильной проводки и т.д. Если под рукой нет керамического резистора, можно изготовить паяльник из нихромовой проволоки.
Как правильно соединить?
Выпускаются распаечные коробки со встроенными клеммными колодками. Подключение проводников в них не составляет труда: зачищенные жилы заводят в клеммы и фиксируют винтом или пружиной.
Но чаще коробка представляет собой лишь корпус с крышкой и выполняет только две функции:
- изоляция электрических контактов (потенциально опасные места) от строительных конструкций и отделки, как правило, состоящей из легковоспламеняемых материалов;
- обеспечение быстрого доступа к сопряжениям проводников.
В таких коробках монтажник соединяет провода любым способом на свое усмотрение. Вариантов соединения достаточно много. В некоторых используются специальные приспособления, другие обходятся без них. Для полного понимания стоит рассмотреть этот вопрос подробно.
В электрических схемах не допускается непосредственный контакт алюминия и меди: оба материала быстро разрушаются вследствие электрохимической коррозии.
Опрессовка соединительной гильзой
Опрессовка медных проводов в разрезе
Довольно надежный метод, для которого потребуется приобретение соединительной гильзы. Вам нужно подобрать ее исходя из диаметра соединяемого пучка. В зависимости от проводов, которые вы соединяете, выбирается материал самой гильзы. Для медных проводов гильза должна быть медной, для алюминиевых – алюминиевая. Чтобы соединение было надежным, гильзу обжимают специальным инструментом, который называется пресс-клещи. Эта технология довольно эффективна и стоит, наряду с остальными методами, в нормативных документах.
Соединение опрессовкой алюминиевых проводов
Чтобы соединить таким способом вам нужно:
- Снять изоляцию, учитывая длину вашей гильзы.
- Скрутить провода в пучок и ввести их в гильзу.
- Обжать гильзу при помощи пресс-клещей.
- Место скрутки заизолировать термоусадкой или изоляционной лентой.
В такой работе использовать пассатижи не рекомендуется, так как соединение не будет достаточно надежным. Гораздо лучше купить пресс-клещи или одолжить их у добрых соседей.
Этот метод можно назвать наиболее надежным и безопасным, ведь провода соединяются при помощи сплавки и становятся одним целым. Благодаря тому, что сварка не будет окисляться, со временем такой контакт не будет ослабевать. Но чтобы осуществить такую работу вам понадобятся навыки работы с оборудованием для сварки.
Кроме умений, вы должны заготовить:
- сварочный аппарат на 24 вольта, мощностью более 1 кВт;
- сварочные перчатки для защиты кожи;
- очки или маску для сварки;
- наждачную бумагу для зачистки проводов ;
- канцелярский нож для снятия изоляции;
- угольный электрод;
- флюс, благодаря которому расплав будет защищен от воздействия воздуха.
Сварка меди с алюминием
После того как все инструменты и материалы готовы, остается только сделать сварку, что не составит особого труда. Работу можно разделить на несколько шагов:
- Снять изоляцию на 60–80 мм и зачистить их, используя наждачную бумагу. Жилы должны блестеть.
- Соединить провода методом скрутки, накрутив один на другой так, чтобы концы были на уровне друг друга. Рекомендуется делать длину не меньше 50 мм.
- Насыпать флюс в углубление вашего электрода.
- Поставить «массу» аппарата на оголенный провод, включить сварочный аппарат и прижать электрод к верхушке скрутки.
- Держите электрод до тех пор, пока не образуется некий шарик, называющийся контактной точкой. Обычно на это уходит 1–3 сек.
- Остается очистить точку от флюса и заизолировать место сварки термоусадочной трубкой или изолентой.
Такого типа соединения будут служить долго. В некоторых старых хрущевках такая сварка держалась 50 лет и стабильно выполняло свою функцию.
Самодельный паяльник: сложная конструкция
Список необходимых материалов:
- проволока из меди (d=1,5 мм, l=40 мм);
- небольшое полотно медной фольги;
- проволока из прецизионного сплава (d=0,1 мм, l=300 мм);
- жестяная трубка;
- силикатная клеящая смесь или жидкое стекло;
- тальк;
- рукоятка из термостойкого материала;
- электрический провод со штекером.
Также понадобятся несколько вспомогательных вещей:
- источник тепловой энергии (подойдет газовая или электрическая плита);
- слесарные инструменты (пассатижи, напильник, пинцет);
- деревянный или пластмассовый шпатель небольшого размера;
- ветошь для удаления с прибора изолирующей смеси.
Пошаговая инструкция изготовления
- Заранее отрезанный кусок медного стержня используют для изготовления жала. При этом желательно заточить один его конец под углом 45 градусов, но выбор формы заточки жала остается исключительно на усмотрение мастера. Обработанную область залуживают.
- Подготавливают электроизоляционную смесь, включающую в себя тальк и силикатный клей. Замешенная масса должна иметь тестообразную структуру. Работая с таким липким материалом, время от времени придется посыпать руки и инструмент измельченным тальком.
- На жало плотно наматывают медную фольгу, сохранив при этом рабочую область (10 мм) открытой.
- На медную поверхность аккуратно наносится тонкий изолирующий слой. Чтобы он быстрее высох, будущий паяльник держат над источником тепла.
- Наматывают спираль из прецизионной (нихромовой) проволоки. Стоить отметить, что каждый виток должен лечь плотно. Прямой конец в итоге должен быть примерно 30 мм, а заворотный — 50 мм.
- Теперь обмотку покрывают электроизоляционным составом и тщательно высушивают.
- Длинный конец укладывают на трубку таким образом, чтобы между ним и коротким был максимальный приблизительно сопоставимый с диаметром конструкции промежуток. Снова наносят электроизолирующую смесь, еще раз высушивают, после чего подготовка нагревательного элемента с вмонтированным в него жалом считается завершенной.
- Каждый торчащий конец нихромовой проволоки наполовину покрывают изоляционным составом и сушат. Важно внимательно следить за целостностью покрытия во время запекания. Если появились дефекты, их устраняют, заделывая смесью и вновь просушивая.
- На финальном этапе остается собрать конструкцию. Протягивают провод сквозь отверстие в рукоятке, соединяют нихромовые концы с оголенными концами провода, изолируют участок соединения.
- На нагревательный элемент надевают защитный кожух. Один его конец вводится в рукоятку, а другой фиксируется железным колпачком с отверстием, не допускающим его контакт с медным содержимым нагревателя. Некоторые ограничиваются хомутом.
Пайка проводов
Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Как пользоваться паяльником?
Сущность процесса состоит в нанесении на совмещенные концы проводников или выводов электронных компонентов капли расплавленного припоя. Кристаллизуясь, припой прочно присоединяется к металлу и возникает неразъемное электропроводное соединение.
Для того, чтобы припой прочно соединился с жилами или контактами, необходимо провести подготовку. Контакты и провода обрабатывают специальными веществами, разрушающими тугоплавкие оксидные пленки и увеличивающими смешиваемость поверхностей жидким припоем.
Кроме того, подготовки требует и сам паяльник. Его жало следует периодически зачищать напильником от нагара и окалины, затачивать, придавая оптимальную форму.
Весьма важна также операция лужения. В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
Использование винтовых контактных зажимов
Соединение медных и алюминиевых проводов
Этот метод быстр, прост и эффективен. А что самое главное, такими зажимами можно объединить разнородные металлы. Например, если вам нужно соединить алюминиевый и медный проводники, что само по себе, как известно, противопоказано. Такие зажимы очень просты и компактны, а их стоимость может вас приятно удивить.
Для соединения проводов зажимами нужно осуществить только 2 шага:
- Снять 5 мм изоляции.
- Вставить в зажимы и затянуть винт.
Подплавленные контакты клеммной колодки
Вот и все, как видите, все очень просто и быстро
Важно только контролировать силу, с которой вы зажимаете. Если закрутить винт слишком сильно, можно повредить жилы
Особенно нужно быть внимательными при работе с алюминиевыми проводами.
Единственным недостатком винтового соединения является то, что при работе с многожильным кабелем его нужно обжать специальной насадкой, чтобы обеспечить нормальный контакт и целостность провода.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Мини горелки для пайки
1 место – газовая мини горелка с насадкой для пайки
Предназначена как для нагревания среднего размера деталей, так и для контактной пайки припоем благодаря нагреванию жала от пламени. Этакий паяльник без проводов. Вместимость резервуара для газа составляет 8 мл. Температура пламени при заправке бутаном достигает 1300 градусов по шкале Цельсия, а температура жала – 450 градусов. Длина пламени регулируется от 4 до 6 см. Длина горелки 13 см, а диаметр 1,5 см.
маленькая и недорогая, заправки хватит запаять несколько среднего размера деталей, есть насадка для контактной пайки, легко заправляется.
2 место – газовая микро горелка
В ней нет ничего, кроме резервуара с клапаном для заправки и сопла с регулятором подачи газа. ZC57100 не имеет пьезоподжига и она поставляется незаправленной, так что придется покупать еще и газовый баллончик — для зажигалок подойдет. В общем, чтобы спаять два провода или нагреть термоусадку без паяльника — такой горелки хватит. А еще длина горелки около 20 см и вес 43 г.
Это самая дешевая горелка, которую можно вообще найти и цена такой микро горелки 200 руб .
самая дешевая, легко заправляется.
маленькое пламя, быстро кончается заправка, нет пьезоподжига.
3 место – мини паяльник газовый КВТ XZ-1
Этот примечательный паяльник от бренда, производящего газовое оборудование, имеет пьезоподжиг и поставляется в футляре с набором из 4 насадок для пайки, катушкой припоя и губкой для очистки жала. Так, заявляемая мощность паяльника при контактной пайке 137 Вт – это очень много для паяльника длиной 21 см и весом 120 г. Электрическим паяльникам такие массогабаритные характеристики и не снились. Этот паяльник не позиционируется как горелка, но в качестве горелки можно использовать – пламя получается карандашного типа.
Всем хорош этот паяльник, кроме цены в 2300 руб, из-за чего и угодил на 3 место.
горелка от именитого бренда, удобна для пайки, набор комплектующих, хороший кейс, высокая тепловая мощность.
4 место – газовая горелка IRIS BARCELONA
Эта горелка предназначена не только для пайки, сварки, ремонта электронных устройств и ювелирных изделий. Пламя у этой горелки конечно регулируется. Можно заряжать стандартным газовым баллоном для зажигалок. Длина пламени достигается 3 см. Время работы составляет около 20 минут. Температура пламени достигается 1300 градусов Цельсия. Длина самой горелки ровно 20 см.
малые размеры, наличие пьезоподжига, бренд.
длина пламени не позволяет прогревать детали средних и больших размеров.
5 место – горелка бутановая КВТ X-220
Она позиционируется, как горелка для строительных и ремонтных работ. Выглядит она очень стильно. Рифленая ручка приятна ложится в руку. Имеет пьезоэлектрическую систему поджига пламени. Емкость баллона для высокоочищенного бутана равна 22 мл. Этого количества газа хватит на 110 минут непрерывной работы. Длина пламени регулируется от 30 до 80 мм от острого клиновидного до мягкого пламени с желтыми языками. Вес горели всего 226 грамм при длине 14 см.
хороший вариант для настольных работ, есть подставка, пьезоподжиг, удобная ручка.
габаритная, не положишь в карман, не подлезешь в узкое место.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Особенности конструкции горелок для пайки
Главное при работе газовым паяльником – само пламя: его температура и форма факела. За температуру отвечает применяемый газ, форма факела задается формой и размерами сопла.
Наиболее распространены горелки с использованием бытового газа, обеспечивающие максимальную температуру факела 1300 градусов Цельсия.
Существуют также ацетиленовые и бензиновые (точнее, бензино-воздушные). И те, и другие в домашних условиях применяют редко. Первые из-за того, что на бытовом уровне сложно (но возможно) обеспечить высокий уровень безопасности, вторые требуют приобретения или изготовления дополнительного оборудования.
Горелкой принято называть устройство вместе с резервуаром. Трубку с соплом, регуляторами и системой крепления к баллону правильно называть насадкой на газовую горелку, но часто продавец насадку презентует как горелку для пайки и указывает: без баллона.
Портативные газовые горелки для пайки
В отличие от привычного электропаяльника, пайка производится не разогретым жалом, а направленным факелом, который расплавляет припой. В некоторых горелках предусмотрена возможность пайки жалом за счет дополнительной комплектации, как, например, в приведенной на рисунке 1 портативной газовой горелке модели Gas Soldering Iron Pen. Выполнено устройство в стиле минимализма, но в качестве аварийного или не часто используемого подойдет.
Вариаций по дизайну, комплектации сменными наконечниками (соплами двух-трех размеров и сменным жалом), наличию или отсутствию пьезоподжига, плавной регулировке факела, установке дополнительных кнопок или рычажков для удобства эксплуатации – множество.
Но все их, благодаря габаритам (длина в пределах 20 см) и малому весу, объединяет понятие – горелки типа карандаш.
Корпус (включая заправляемый резервуар), он же ручка, выполнен из пластика, разумеется, рассчитанного на многократные циклы нагрева-остывания. Тем не менее, при активном пользовании (по отзывам тех, кто знает толк в пайке) со временем конструкция теряет жесткость, слегка разбалтывается.
Горелки для пайки на баллон
Можно приобрести горелку в виде насадки на баллон с газом. В качестве наглядного примера можно взять Stayer MASTER MaxTerm (рисунок 2). У приведенной модели цанговое соединение с баллоном, имеется пьезоподжиг и регулятор пламени. Сам баллон с газом в комплект поставки не входит, приобретается отдельно.
При покупке насадки следует уточнять, на какой газ рассчитана работа устройства. Если написано просто «газ» или «пропан/бутан», то подходит любая (в процентном соотношении) пропано-бутанная смесь. Иногда указан «бутан», значит, придется внимательно выбирать баллон с соответствующим содержимым. Зарубежные горелки рассчитаны на MAPP газ, с ним температура пламени выше, стоимость тоже, но расход меньше. Подмена газа, в лучшем случае, снизит отдачу, в худшем – приведет к выходу горелки из строя.
В самых продвинутых моделях для обеспечения заданного режима и удобства при работе имеются следующие возможности (все или некоторые):
- пьезоподжиг,
- регулятор уровня пламени,
- фиксатор горения,
- блокировка поджига,
- плавная регулировка угла наклона сопла.
Последняя из перечисленных опций встречается не часто, зато в инструкции на каждую горелку, насаживаемую на баллон, внесено предупреждение: в процессе работы баллон не должен отклоняться от вертикали более, чем на 45 градусов.
Иногда указывают вид пламени – вихревого или карандашного типа, причем, если не указано, то факел в форме карандаша. Вихревое пламя позволяет работать с твердосплавными припоями.