В основном паяльные станции используются в профессиональной среде, хотя приобрести их может каждый. Это довольно мощное оборудование, которое сгодится для множества различных операций, в том числе и для восстановления сложной техники. Станция может включать в себя не только стандартный паяльник, но и термовоздушный фен.
Кроме того, в любой станции есть так называемый контрольно-управляющий модуль и гальваническая развязка от сети. Наличие гальваноразвязки сводит к минимуму возможные негативные последствия от пайки (чёрный дым или удар тока).
Также паяльную станцию отличает от обыкновенных паяльников стабильность температуры при работе, что критично при пайке печатных плат.
Контактные и бесконтактные
Сейчас паяльные станции представлены в значительном разнообразии. Их можно разделять на группы по нескольким параметрам. К примеру, они бывают контактные и бесконтактные.
Контактная станция – это обыкновенный, имеющий при пайке прямой контакт с поверхностью, паяльник, оснащённый электронным блоком управления и регулирования температуры. То есть, это самая стандартная разновидность, которая подойдёт даже для начинающих.
Контактные станции в свою очередь можно разделить на два подвида в зависимости от используемого припоя. В одних моделях паяют только припоями с содержанием свинца, в других – еще и бессвинцовыми.
В последних модификациях нагревательный элемент обладает мощностью до 160 Ватт. В данном случае повышенные мощности совершенно необходимы, потому что температура плавки припоев без свинца довольно высока.
Что касается бесконтактных станций, то они могут применяться, среди прочего, для операций с микросхемами. Бесконтактная установка для пайки может быть термовозодушной, инфракрасной или же комбинированной, и у каждой из этих трёх разновидностей свой принцип действия.
Из истории пайки и металлургии
Известны сведения, что пайка применялась в Месопотамии уже 5000 лет назад. Избранные шумерские мечи за 3000 лет до Рождества Христова собирались указанным методом. Неправильный процесс пайки приводит к печальным последствиям. Экспедиция Скотта к Южному полюсу погибла из-за того, что ёмкости, паяные оловом, растеряли запас горючего. Небольшие знания в области металлургии сумели бы коренным образом изменить ход истории. Ведь Скотт достиг полюса первым и уже возвращался назад… Поэтому важен научный подход.
В США зарегистрировано общество сварщиков. Это официальная организация, которая занимается специфическими вопросами соединения металлов. Любой желающий вправе проверить на aws.org. Американское общество сварщиков стало некоммерческой организацией, основанной в 1919 году с целью изучения и описания процессов сварки и пайки. Издания упомянутого социума полны наукоёмких определений.
Логотип Американского общества сварщиков
AWS охватывает свыше 73.000 человек и состоит из 22 отделов, делящихся на 250 секций, раскиданных по миру. Благодаря этой организации, знания, касающиеся сварки и пайки, постоянно систематизируются и поддерживаются в свежести. Первые трудности американское государство стало испытывать в период I мировой войны, когда скорость создания боевой техники сильно пострадала из-за отсутствия стандартов. Президент Вудроу Вилсон обратился за помощью к профессору Комфорту Адамсу для создания специального комитета, способного заняться вопросом.
28 марта 1919 года родилось AWS. Уже за первый год существования организация выросла до 217 участников, обзавелась собственными публикациями и штаб-квартирой. В первые годы общество жило за счёт сборов в пользу собственного журнала. Сегодня общество занимается обучением профессионалов мира, продолжает научные публикации, ведёт аккредитацию специалистов.
Инфракрасные приборы и фены
Станции термовоздушного вида (иногда их называют просто фенами) работают так. Сначала сильный поток воздуха, генерируемый компрессором, пройдя через нагревательную спираль, приобретает нужную температуру, а затем струя горячего воздуха направляется в область пайки.
Термовоздушная станция даёт возможность осуществлять пайку в труднодоступных зонах с единовременным прогреванием сразу нескольких поверхностей. Всякая термовоздушная установка обладает мощностью, которой достаточно для пайки припоями любого типа, как со свинцом, так и без него.
Пайка горячим воздухом имеет обширное применение, допустим, в сфере ремонта бытовых электроприборов и мобильников. Однако термовоздушными установками практически невозможно производить монтаж и демонтаж микросхем (даже формата BGA) – это серьёзное ограничение.
В станциях инфракрасного типа обязательно присутствует нагревательный элемент в виде инфракрасного излучателя, сделанного из керамики или кварца. И благодаря этому инфракрасные установки имеют некоторые преимущества перед термовоздушными аналогами:
- возможна пайка сложнопрофильных компонентов;
- нет необходимости подыскивать насадку для термофена под определённую микросхему;
- никакие радиодетали в ходе пайки не выдуваются нагретыми воздушными потоками с печатной платы;
- зона пайки нагревается очень равномерно.
Инфракрасные станции стоят недёшево и считаются оборудованием для истинных профессионалов. Новички в пайке и радиоэлектронике в большинстве своём такими устройствами не пользуются.
Следует сказать несколько слов и о комбинированных паяльных станциях. Они называются так, потому что сочетают в своей конструкции несколько типов оборудования, допустим, паяльник и фен.
Разновидности паяльных станций
На рынке можно встретить множество моделей паяльных станций они отличаются функциональными возможностями и, конечно, ценой. Можно попробовать их классифицировать по видам, технологическим возможностям.
Цифровые и аналоговые
Управляющие модули на паяльных станциях могут работать, используя цифровые или аналоговые схемы.
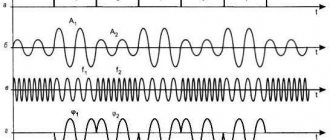
У станций под управлением аналоговой аппаратуры стабилизация температуры происходит следующим образом – то есть, нагреватель работает до той поры, пока сердечник не будет разогрет до определенной температуры. По мере ее достижения произойдет отключение питания. По мере снижения температуры нагреватель будет включен снова и будет продолжать нагревать жало. В системе управления паяльника задействованы набор электронных компонентов и датчик температуры. Именно они и формируют сигналы, которые включают и выключают нагревание реле.
Аналоговая паяльная станция
Основное преимущество аналоговой системы – низкая стоимость, но вместе с этим, существенным недостатком является недостаточная точность функционирования и это нередко приводит к перегреву паяльника. Это порождает излишний нагрев деталей и быстрый износ жала паяльника, что приводит к его частой замене.
Цифровая паяльная станция
Цифровые станции работают под управлением контролера, в который зашита программа, которая регулирует работу устройства. Цифровая система управления показывает куда более лучшие результаты, чем аналоговая, в частности, в точности поддержания заданных температурных параметров.
Индукционные устройства
В паяльной станции индукционного типа разогрев паяльника происходит за счет токов высокой частоты, разогрев жала происходит до так называемой точки Кюри.
Индукционные устройства для пайки
По ее достижении свойства ферромагнитного покрытия изменяют и разогрев останавливается.
Бесконтактные станции
Станции этого класса применяют для ремонта и демонтажа схем, кроме того, с их помощью, возможно, осуществление микросхем с большим количеством контактов.
В работе таких станций применяют различные принципы:
- термовоздушный;
- инфракрасный;
- комбинированный.
Комбинированные паяльные станции сочетают в своем устройстве другие виды оборудования, например, термофен и паяльник.
Бесконтактная станция Lukey 852D+ для пайки
По внешнему виду, такое устройство похоже на паяльник, который оснащен электронным блоком управления температурой.
Контактные станции могут работать с двумя типами припоев – оловянно-свинцовыми и бессвинцовыми.
Бессвинцовый припой
Оловянно-свинцовый припой
Последние станции отличаются тем, что в их комплект входит паяльник мощностью в 160 Вт. Это вызвано тем, припои, не содержащие свинец, обладают высокой температурой плавления. Такие станции комплектуют регулятором мощности, и это позволяет их использовать для работы с припоями, с низкой температурой плавления.
Демонтажные паяльные станции
Существующие паяльные устройства можно разделить на монтажные и демонтажные. К первой группе относят те, которые осуществляют пайку деталей на плате, но далеко не каждая из них может быть использована для разбора какой-либо паяной конструкции.
Для выполнения демонтажных работ применяют специальные станции. В составе такого оборудования работает компрессор, который задействован на отборе припоя из зоны работы. То есть припой, разогретый до определенной температуры, отсасывается с поверхности платы и собирается в отдельную емкость.
Демонтажная паяльная станция
Кроме того, на практике применяют установки, которые можно использовать для сборки плат и для их демонтажа. В комплект таких устройств входят паяльники с разной мощностью.
Комбинированные термовоздушные паяльные станции
Термовоздушные устройства используют в качестве основания для сборки комбинированных установок. Эти модели широко представлены на рынке. По сути, это комплекс, состоящий из термического фена и паяльника.
Существует множество модификаций приборов этого типа они отличаются от базовой модели маркой нагнетателя. В рукоятке фена устанавливают воздушную турбину. Такое решение позволило исключить из состава станции воздухоподводящий рукав. Работа со станцией стала более комфортной. Кроме того, в комплекте станции установлен встроенный блок питания. В состав этого устройства могут быть включены дымопоглотители, демонтажный пистолет и прибором для пайки бессвинцовыми припоями.
Паяльная станция 852D+
В состав комбинированных станций входит компрессор, который может подавать воздух в рабочую зону, а может откачивать его оттуда. С помощью него, припой попадает в специальную емкость. Это может быть полезно при монтаже микросхем в приборы.
Инфракрасные паяльные станции
Паяльные устройства этого класса были разработаны для решения непростых технологических проблем. Среди них есть и также:
- установка и демонтаж элементов разных габаритов;
- понижение температуры нагрева элементов выполненных из полимерных материалов;
- устранения потребности применения для выполнения монтажных работ большого количества насадок, которые приспособлены для работы с разными моделями микросхем.
Станции этого класса все чаще применяют для ремонта и обслуживания компьютеров и другой техники.
Любая ИК станция – это комплекс узлов и оборудования, состоящий из:
- устройства предварительного нагрева;
- верхнего нагревающего устройства;
- стол для фиксации обрабатываемой платы;
- блок, отвечающий за контроль температуры и содержащей в своей конструкции датчики температуры и микроконтроллер.
ИК – станции можно назвать оптимальным решением для работы с платами большого размера, например, материнских.
Верхнее нагревающее устройство обладает высокой мощности и это позволяет ему удалять платы большого размера. Нижнее нагревающее устройство предотвращает деформацию текстолита, которая может произойти в результате локального нагрева.
Разновидность инфрокрасной паяльной станции
Конструкция стола предназначена для надежного закрепления обрабатываемой платы, а предустановленная система, контролирующая температуру, довольно качественно настраивает ее в определенных контрольных точках.
Задача работника, эксплуатирующего станцию этого класса, сводится к настройке температурных режимов. Вся остальная работа перекладывается на станцию.
ИК – устройства можно классифицировать по типу нагревателя – керамические и кварцевые. В керамических устройствах применяют элементы, отличающиеся высокой наработкой на отказ и надежностью. Кварцевые менее инерционны и обеспечивают однородной областью прогрева.
Паяльник с керамическим нагревателем
Использование инфракрасных станций обеспечивает равномерный нагрев места работы.
Станции этого типа отличаются высокой ценой и его относят к профессиональному оборудованию.
Аналоговые и цифровые
Классифицировать паяльные станции возможно и в зависимости от механизма стабилизации температуры и принципа работы управляющих блоков. По данным параметрам выделяют следующие виды современных паяльных станций:
- аналоговые;
- цифровые.
У аналоговых моделей нагревательный элемент находится во включённом состоянии, пока паяльник не прогреется до определённой температуры, затем питание прекращается. Когда температура снижается до заранее установленной планки, нагревательный элемент вновь включается и продолжает разогрев.
К достоинствам аналоговых станций можно отнести доступную стоимость. А минусом таких моделей считается невысокая точность работы, которая порой приводит к перегреву паяльного жала и радиодеталей.
Цифровая паяльная станция характеризуется тем, что контроль и управление нагревателем здесь происходит посредством PID-регулятора. А этот регулятор в свою очередь управляется программой, заложенной в микроконтроллере. В целом цифровой метод стабилизации температуры гораздо точнее аналогового.
Устройство и принцип работы
Паяльное оборудование состоит из следующих элементов:
- Модуль управления. Этот блок оснащается микросхемой для регулирования температуры и понижающим трансформатором. Именно благодаря этому модулю пользователь может самостоятельно выбрать температуру нагрева.
- Паяльник. Основной элемент инструмента, который подключен к управляющему модулю.
- Подставка. Нужна для фиксации нагретого паяльника в моменты, когда он не используется.
Некоторые модели дополнительно оснащаются термопинцетом, феном и компрессором.
Монтажные и демонтажные
Также возможно разделить все паяльные станции на монтажные и демонтажные.
Монтажными называются любые станции, осуществляющие пайку деталей. Однако при этом не все они могут отпаять какой-либо элемент от общей конструкции.
Для подобных целей созданы специальные демонтажные станции. В их конструкцию включён компрессор, работающий на отсасывание припоя. То есть разогретый припой с рабочей поверхности удаляется в особую ёмкость.
Также существуют монтажно-демонтажные установки для пайки, выполняющие сразу обе функции. В их комплектации есть как монтажный, так и демонтажный паяльники (они, кстати, имеют различные мощности).
Регулирование температуры
Способ регулирования температуры жала паяльника или воздушного потока паяльного фена может осуществляться двумя путями. В относительно дешёвых паяльных станциях реализовано аналоговое управление.
Суть его заключается в том, что при достижении заданной температуры питание паяльника отключается, а после остывания до некоторого уровня подача напряжения возобновляется. Такой способ обладает невысокой точностью поддержания температуры.
В устройствах, принадлежащих к более высокой категории профессиональных паяльных станций, применяется цифровой метод регулирования. Эту функцию выполняют так называемые пропорциональные интегрально-дифференциальные контроллеры.
Такая схема отличается малой инерционностью и высокой точностью стабилизации температуры. Это происходит благодаря тому, что цифровые контроллеры реагируют не только на температуру, но и на её производную по времени, то есть, на скорость её изменения.
Ремонтные
Кроме того, в профильной литературе и в интернете встречаются упоминания о ремонтных паяльных станциях. Их используют для осуществления ремонта всевозможных электронных устройств или на тех производствах, где необходимо автономное или единовременное выполнение разных операций, связанных с пайкой.
Говоря иначе, ремонтная многофункциональная паяльная станция представляет собой единую установку, в которой комбинируется несколько инструментов разного назначения.
Плюс ко всему бывают паяльные станции 2 в 1 и 3 в 1. Модели 2 в 1 совмещают в себе функции фена и паяльника. А паяльная станция 3 в 1 содержит в себе ещё и блок питания.
И ещё одно дополнение. Практически все паяльные установки работают на электроэнергии. Но некоторых интересует, бывают ли газовые паяльные станции. На самом деле здесь есть некоторая путаница в терминах.
Для выполнения значительных объёмов работ на стройках или в коммунальном хозяйстве, для пайки толстых медных труб иногда используют мощные аппараты с газовыми стационарными баллонами. Их, конечно, можно назвать паяльными станциями, но по факту это просто большие и мощные газовые горелки.
На что обращать внимание при подборе и покупке
Качество пайки находится в прямой и жёсткой зависимости от параметров паяльного оборудования и его конструктивных особенностей, и всё это крайне важно учесть при покупке.
Мощность
Прежде всего, нужно обратить внимание количество функций и режимы, в которых работает станция, а также на номинальную потребляемую и продуцируемую мощность.
Для ремонтирования печатных плат и монтажа элементов, имеющих чувствительность к статическому электричеству, применяются паяльники с мощностью от 24 до 40 Ватт.
Для работы с шинами питания и проводниками нужны паяльники от 40 до 80 Ватт. Паяльные инструменты на 100 Ватт и больше, как правило, используют для крупногабаритных конструкций из цветмета, которые в принципе обладают значительной теплопроводностью.
Комплектация
Не меньшую роль здесь играет и комплектация, в частности, следует обратить внимание на количество жал в заводском комплекте. Жала могут отличаться друг от друга формой и площадью края.
Эти их характеристики заметно отражаются на конечном итоге пайки. Чем большей площадью обладает окончание жала, тем лучше осуществляется теплообмен.
Наличие или отсутствие индикации температуры жала на экране также является важным параметром. При прочих равных условиях лучше выбрать модель, в которой такая индикация присутствует.
Даже вес и габариты паяльной станции имеют большое значение. Ведь иногда при ремонте держать в руках инструмент приходится несколько часов.
Также, подбирая себе паяльное устройство, стоит поинтересоваться, существует ли возможность замены запчастей при их поломке и как легко найти и купить эти запчасти.
Выбор флюса
Необходимо добавить, что в дальнейшем, для работы, обладателю паяльной установки придётся постоянно приобретать и расходные материалы, такие как флюс. И здесь тоже важно сделать грамотный выбор.
Функциональное назначение флюса – предотвращать окисление спаиваемых поверхностей.
Марок флюса в магазинах очень много, но в их основе практически всегда одни и те же ингредиенты. Это может быть сосновая или еловая канифоль, спиртовой раствор канифоли, специальная паяльная кислота (она считается самой мощной и активной).
Процесс пайки: припой, флюс, технологические режимы
Не каждый сразу понимает, зачем нужна паяльная станция. Для большинства это просто удобная подставка. Мы утверждаем, что технологический режим часто определяет успех или неудачу мероприятия. Пайкой принято называть процесс соединения двух металлов при помощи припоев без плавления. В процессе активно участвует флюс, в задачи которого входит удаление оксидной плёнки, улучшение свойств смачиваемости и прочие. К припою предъявляется ряд условий:
- От припоя зависит прочность будущего соединения.
- Сплав, использующийся в этом качестве, обязан хорошо смачивать соединяемый металл.
- В местах контакта неизбежно образуется диффузия, процесс не должен снижать прочности.
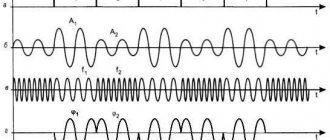
Если говорить подробно, характеристики припоя удобно отображать в виде температурных диаграмм, наподобие тех, что иллюстрируют состояния стали. Оказывается, у смеси двух металлов вне зависимости от процентного состава композиции одинаковая точка отвердевания. Но окончательное плавление происходит при разной температуре. К примеру, при смешивании серебра и меди образуется сплав с соотношением компонентов 72:28, причём точка плавления (ликвидус) максимально приближена к кристаллизации (солидус). Этим обеспечивается гомогенность припоя при работе. В противном случае подвижные его фракции при относительно низких температурах отделяются.
Процесс пайки
Все это приводит к возникновению неоднородности, что затрудняет процесс пайки. Припой, для которого ликвидус и солидус различаются слишком сильно, рекомендуется заранее прогревать чуть сильнее необходимого уровня. Много трудностей ждёт человека, неправильно выдерживающего технологию. Список явлений, влияющих на процесс пайки и снижающих качество:
- Водородная хрупкость присуща сталям, меди и серебру. Суть явления – окислы металлов восстанавливаются атомами водорода, легко проникающими в кристаллическую решётку. Получившаяся вода внутри создаёт гигантское давление, разрушающее металлы в области шва. Сложнее прочего приходится с медью, а сталь можно на время предварительно выдержать при температуре до 100 градусов Цельсия, чтобы избавиться от водорода.
- В сталях (и прочих сплавах), содержащих хром, при пайке идёт активное образование карбида металла. В результате коррозийная стойкость шва резко снижается. Карбид обнаруживает тенденцию откладываться в некоторых частях кристаллической решётки. Процесс возможно выправить нагревом до 1000 – 1130 градусов, что заставит соединение вновь раствориться, но для большинства паяных швов подобный подход недопустим. Вместо этого применяется нагрев лишь до 870 градусов с последующим охлаждением в печи до 540 градусов.
- В ходе термических нагрузок при пайке часто замечается растрескивание металла. Чтобы избежать этого, вместо закалки часто применяют отжиг. Стараются сборные соединения выполнить без механического напряжения в точках шва. Нагрев производится постепенно. Обратная сторона монеты – массивные детали доводят до кондиции по возможности быстро. В этом случае нагрев при пайке не успевает захватить весь объем, что значительно снижает напряжение. Ключом становится правильная технология. Играет роль правильный выбор припоя.
Сплав для работы
- Никель при нагреве в присутствии серы растрескивается. Это вызвано образованием легкоплавких сульфидов, откладывающихся по границам зёрен кристаллической решётки. Такой металл восстановлению не подлежит. Задача решается добавлением в сплав хрома и тщательной очистки среды от любых примесей веществ с серой в составе (нефть, краска, смазка и пр.). По схожей причине для пайки железа и никеля не используются соединения с фосфорным компонентом.